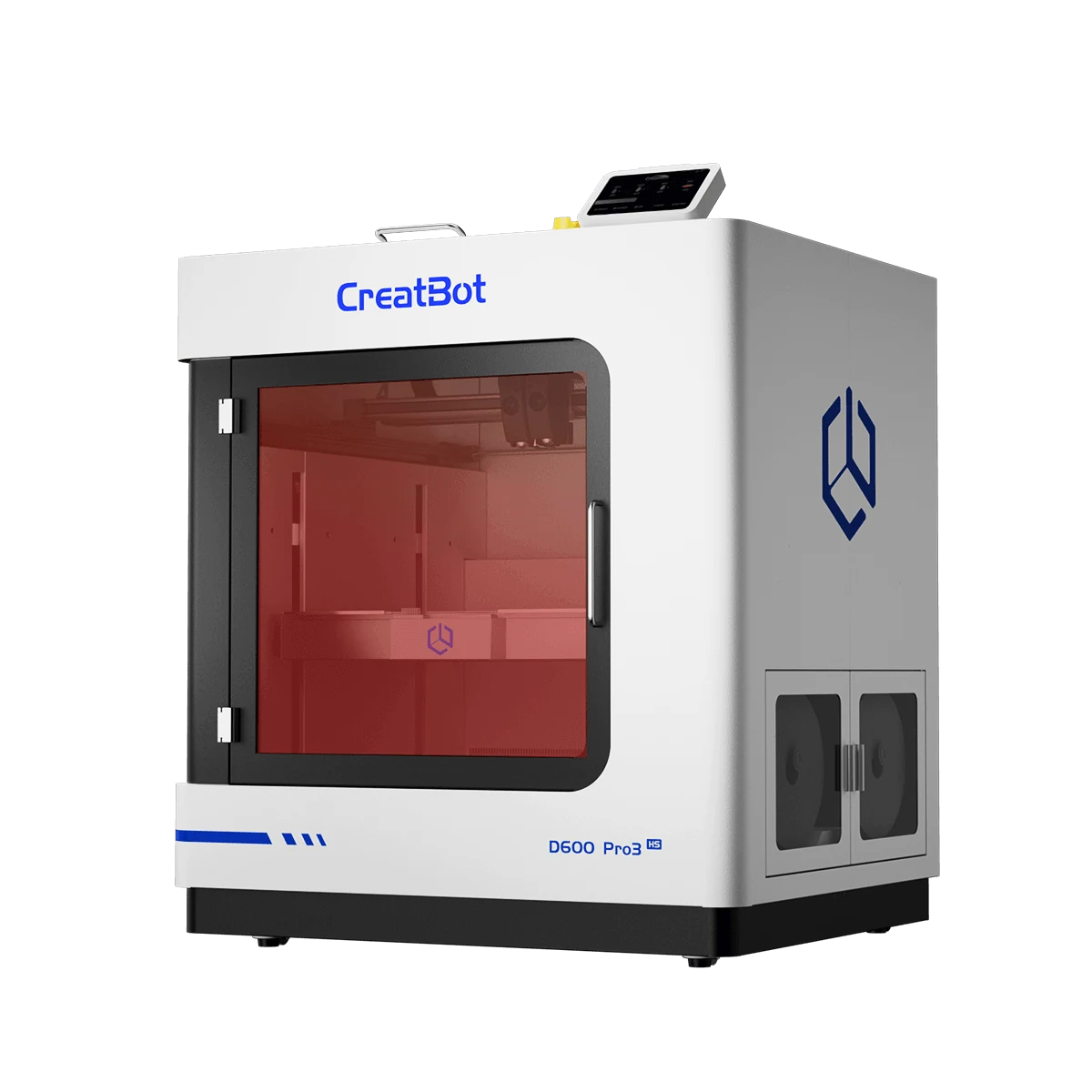
CreatBot D600 Pro 3 HS Large-Format Industrial FDM, 5× Faster
Large-Format Industrial FDM, 5× Faster

The CreatBot D600 Pro 3 HS is a 620 mm³ industrial FDM system built for engineering production — an 80°C active-heated chamber, smart auto-rising dual extruders at 300 mm/s, and 420°C all-metal hotends that run carbon-fiber and high-temperature polymers around the clock. Full specifications →
Rev1 validates application fit, material requirements, and facility readiness before purchase. The only authorized CreatBot service provider in the USA. Questions? Call (248) 707-2950.
The Only Approved CreatBot Service Provider in the USA.
Rev1 Technologies is the sole CreatBot Authorized Service Provider in the United States and a certified CreatBot Premium Distributor. Phone and video support, application consultation, parts, and engineering guidance are delivered from Auburn Hills, Michigan.


300 mm/s. Five Times Faster, Without Losing the Wall.
A Lighter Head Means a Faster, Cleaner Print
A topology-optimized, lightweight auto-rising extruder runs Klipper high-speed motion at a stable 300 mm/s — roughly five times faster than a standard D600 Pro — while servo motors and heavy-duty linear rails keep ringing and ghosting off the wall. Faster cycle times on a 620 mm part are measured in hours saved, not minutes.

90 mm³/s High-Flow Hotends, 420°C Capable
The next-generation hotends push 90 mm³/s of melt at up to 420°C — heating to 400°C in about two minutes with ±0.15°C thermal control. That is the headroom required to print carbon-fiber and high-temperature engineering polymers at speed, not just PLA at a demo pace. Nozzles swap quickly across 0.3–1.0 mm for fine detail or fast draft.
620 × 620 × 620 mm. Print Big in One Piece.
A Quarter-Cubic-Meter Envelope
A full 620 × 620 × 620 mm of single-nozzle build space lets you print large jigs, fixtures, tooling, and end-use parts in one piece — no sectioning, no bonding, no seam lines. Running both nozzles, the duplication and mirror modes still deliver a 565 × 620 × 620 mm envelope. Need even taller parts? Step up to the CreatBot D1000 Pro HS.

Tooling and End-Use Parts at Full Scale
Large-format additive replaces machined aluminum jigs, soft tooling, and welded fixtures with parts you print overnight. A sealed, heated chamber holds dimensional accuracy across the whole 620 mm envelope — so a part that fits the model fits the fixture.
80°C of Stable Heat. Engineering Polymers Without Warp.
Actively Heated, Not Just Passively Enclosed
A true active heater drives the cavity to 80°C and double-layer insulation cotton holds it there. Keeping the whole part hot during the build slashes the thermal gradient that causes warping, cracking, and delamination in ABS, PC, nylon, and carbon-fiber composites — and dramatically improves interlayer bonding for stronger, more isotropic parts.

Z Magic Box Keeps Tall Walls True
On a 620 mm-tall print, gantry thermal expansion can leave a visible texture band up the Z surface. CreatBot's Z Magic Box compensation algorithm — the product of years of large-format R&D — corrects for that drift so the finish stays uniform from the first layer to the last. For dedicated high-temperature work such as PEEK and PEKK, see the CreatBot PEEK-300.
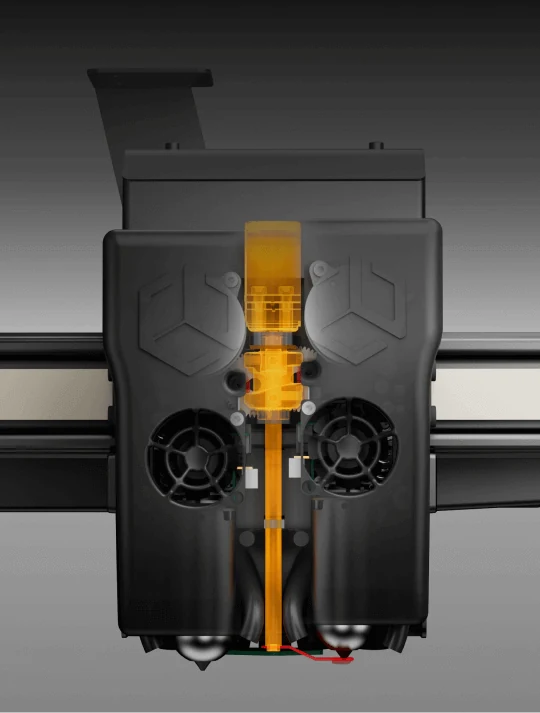
Two Independent Nozzles. Auto-Rising. Always Synchronized.

The Idle Nozzle Lifts Out of the Way
Each extruder rises independently, so the inactive nozzle never drags across a fresh layer or oozes onto the model. That makes clean dual-material printing practical at full scale — a soluble or breakaway support in one head, your engineering material in the other — and supports true duplication and mirror modes for doubling throughput on smaller parts.
Auto-Synchronized Nozzle Shutter
A fully automatic shutter seals each nozzle as the heads switch, keeping the two materials cleanly separated and eliminating cross-contamination and stringing between colors or material types. If one nozzle runs out of filament mid-job, backup mode auto-resumes on the second head so a long print is never lost to an empty spool.
Self-Calibrating to the Micron. Hands Off.
Eddy-current bed sensing, AI camera nozzle alignment, and four independent Z motors take the guesswork — and the operator — out of getting a perfect first layer on a 620 mm bed.
Eddy-Current Leveling, 0.001 mm, Zero Wear
A high-frequency electromagnetic sensor probes the plate without ever touching it — no physical contact means no probe wear and no drift over thousands of cycles. It maps the bed to 0.001 mm and completes a full calibration in about 60 seconds, so the first layer lands right every time you start a job.
AI Camera Aligns Both Nozzles to 0.02 mm
A built-in HD macro camera uses visual recognition to measure and correct the XY offset between the two nozzles automatically — to 0.02 mm. Dual-material seams line up without the tedious manual offset dance, and a dual photoelectric sensor sets the Z offset so the second nozzle meets the bed at exactly the right height.

Four Independent Z Motors Keep the Bed Flat
A 620 mm bed is heavy, and a single lead screw lets it sag. The D600 Pro 3 HS drives the platform with four independent Z motors that hold the bed and gantry parallel across the full span — each corner compensated individually for a dead-flat first layer and consistent layer height all the way up.
Large Parts Release With a Flex, Not a Fight
The heat-resistant magnetic flex plate lets operators pop oversized engineering parts off the heated bed by flexing the sheet — no scraping, no damage to the part or the platform, even on full 620 mm builds.
Z Homing Referenced Optically, Not by Touch
Dual photoelectric sensors reference the Z datum without ever contacting the nozzle or bed — a repeatable zero on every job, with no wear surface to drift over thousands of industrial cycles.
Run Engineering Polymers. Keep Them Dry On Board.
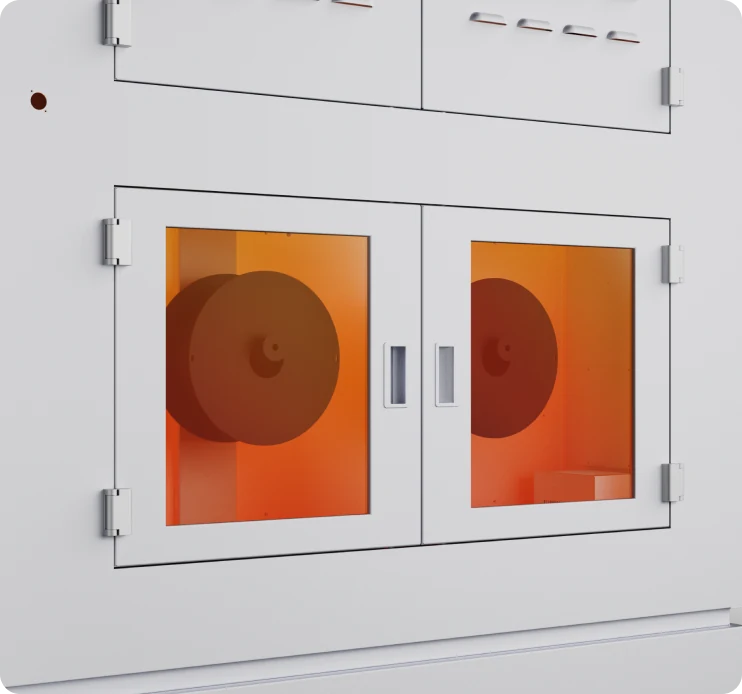
An Integrated 0–70°C Filament Dry Room
Nylon, PC, and every carbon-fiber composite absorb moisture from the air — and wet filament prints with popping, stringing, and weak layers. The D600 Pro 3 HS keeps its spools in a built-in, timed dry room heated from ambient to 70°C, so the filament feeding your part stays dry through a multi-day print. No external dry box, no babysitting.
Clean Air Out. Cool Air In. A Better Shop Floor.
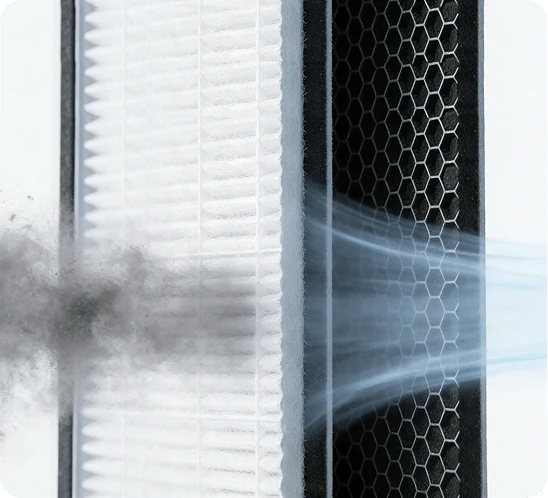
HEPA + Activated Carbon, 99.995% Adsorption
Printing ABS and engineering polymers releases ultrafine particles and VOCs. A two-stage filter — HEPA for particulates, activated carbon for odor and volatile compounds — scrubs the chamber exhaust to 99.995% adsorption before it reaches your operators. Cleaner air means the machine can live on the production floor, not in a sealed-off room.
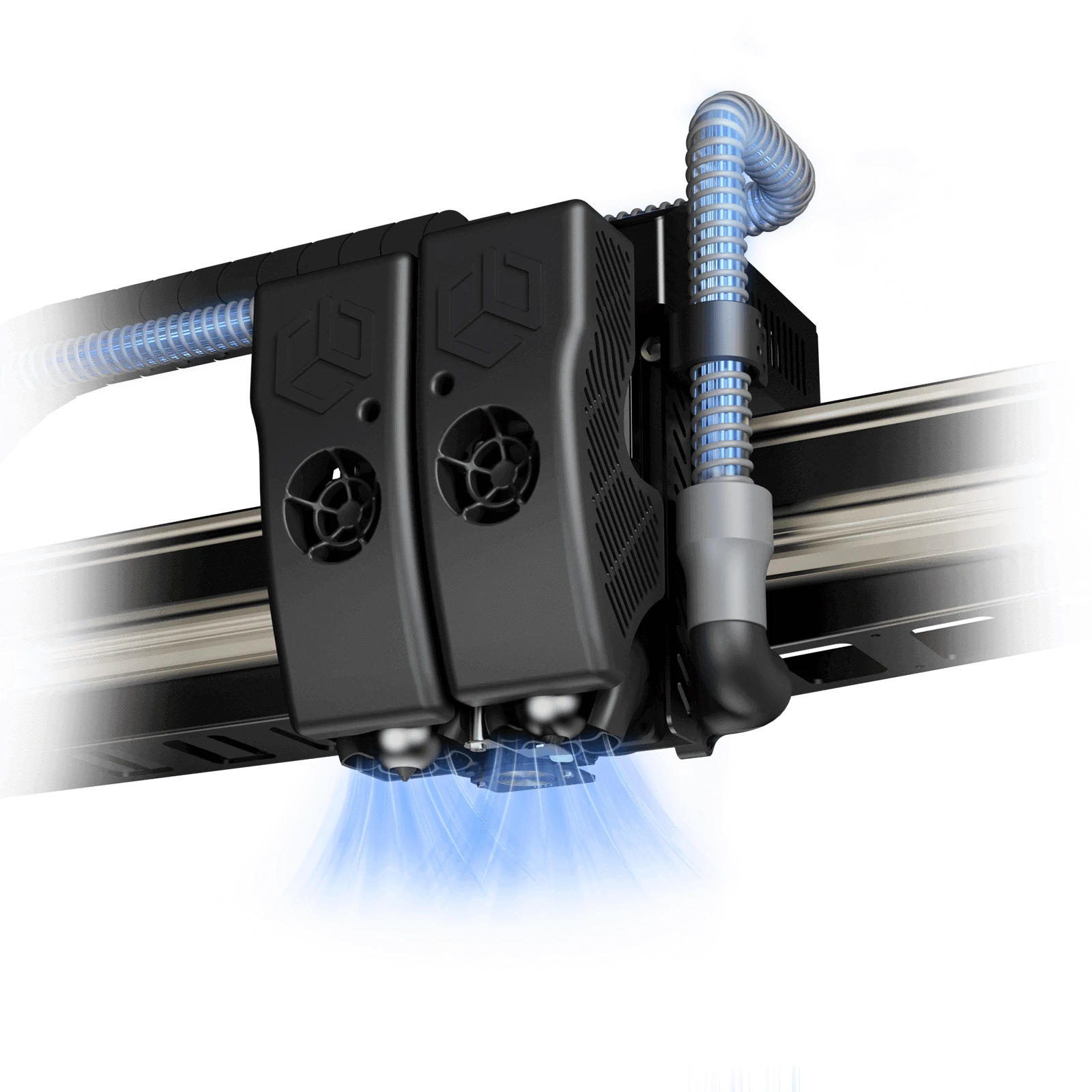
External Air Cooling, Built for 24/7
A medical-grade cooling pump delivers constant-pressure part cooling from outside the hot chamber — so the chamber stays at temperature for the polymer while the freshly laid layer still gets the airflow it needs for crisp overhangs and bridges. It runs quietly and is rated for around-the-clock production.
Connected, Monitored, and Hard to Stop.
A 7-inch touchscreen, full network connectivity, on-board camera monitoring, and real safety hardware keep long production jobs running — and recover them when the unexpected happens.

Send Jobs From Anywhere — or Stay Fully Offline
Slice in CreatWare, OrcaSlicer, or Cura and push jobs over WiFi, LAN, USB, or U-disk. The CreatCloud app and an on-board camera let you start, pause, and watch a print remotely — or run the machine entirely on your local network with no internet at all, which security-conscious facilities require.
If power drops mid-print, the machine remembers its exact position and resumes the job — a multi-day part survives an outage.
A safety door lock halts motion when the chamber is opened during a hot, high-speed print — protecting both operator and part.
Runout detection pauses the job the moment a spool ends, then backup mode can continue on the second nozzle.
Klipper firmware on responsive hardware drives the speed, input shaping, and pressure advance that keep fast prints clean.
Real Parts. Real Shops. Real Performance Records.
The D600 Pro line is already on production floors printing functional, load-bearing parts — including motorsport components that have run at record pace.

A Workhorse, Not a Showpiece
Large-format additive earns its place when it makes parts a shop actually uses — intake ducts, housings, jigs, and tooling that hold up under real load. The D600 Pro 3 HS is built to run those jobs back-to-back, in materials engineered for the application.



Large-Format, Heated-Chamber FDM — Priced to Win.
Compared against similar 500–610 mm-class enclosed industrial FDM systems. Competitor prices are approximate U.S. street configurations and are shown honestly — the D600 Pro 3 HS delivers active-heated-chamber, dual-extruder capability at the accessible end of the class.
| Specification | CreatBot D600 Pro 3 HS | Modix BIG-60 V4 | Intamsys FUNMAT PRO 610 HT | Raise3D RMF500 |
|---|---|---|---|---|
| Street Price (approx.) | ~$17,999 | ~$18,900 | ~$35,000 | ~$25,000 |
| Build Volume | 620 × 620 × 620 mm | 600 × 600 × 660 mm | 610 × 610 × 610 mm | 500 × 500 × 500 mm |
| Active Heated Chamber | Yes — 80 °C | Optional / passive | Yes — up to 300 °C | Yes — heated |
| Max Nozzle Temp | 420 °C | Up to 300 °C | 500 °C | 300 °C |
| Max Print Speed | 300 mm/s | ~150 mm/s | ~150 mm/s | ~150 mm/s |
| Dual Extruder | Yes — auto-rising | Optional | Yes — IDEX | Yes |
| On-Board Filament Dryer | Yes — 0–70 °C | No | No | Yes |
| Assembly | Factory-built | Self-assembly kit | Factory-built | Factory-built |
Specifications and pricing are approximate and gathered from public manufacturer sources for comparison only; confirm current configuration and pricing with each vendor. Competitor names are trademarks of their respective owners.
CreatBot D600 Pro 3 HS Technical Data
RESOURCES
Downloads & Technical Support
Everything you need to qualify and run your CreatBot D600 Pro 3 HS with confidence.
WHY REV1 TECH
Authorized CreatBot Reseller. Industrial AM Specialists.
Rev1 Technologies is the sole Authorized CreatBot Service Provider in the United States, headquartered in Auburn Hills, MI, with direct technical expertise in industrial 3D printing.
Rev1 Technologies is an authorized CreatBot reseller serving manufacturers across the USA. We don’t just ship boxes — we deploy, calibrate, train, and support your team so your D600 Pro 3 HS produces at full capability from day one. Explore the full CreatBot lineup or our 3D printing services.
CreatBot D600 Pro 3 HS — Common Questions
What is the build volume of the D600 Pro 3 HS?
620 × 620 × 620 mm using a single nozzle — about a quarter cubic meter — and 565 × 620 × 620 mm when both extruders are active. That is enough to print most jigs, fixtures, housings, and end-use parts in one piece, with no sectioning or bonding.
What makes the “HS” version different?
HS stands for high speed. A lightweight auto-rising extruder, servo motors on linear rails, and Klipper high-speed firmware let the machine print at a stable 300 mm/s — roughly five times faster than a standard D600 Pro — with a 90 mm³/s high-flow hotend to keep up with the motion.
What materials can it print?
From PLA, PETG, and ABS/ASA up to demanding engineering polymers: PC, nylon, TPU, and carbon-fiber composites including ABS-CF, PC-CF, PET-CF, UltraPA-CF, and PPS-CF. The 80 °C heated chamber, 420 °C hotends, and on-board filament dryer are what make those high-temperature and hygroscopic materials print reliably.
Why does the active heated chamber matter?
High-temperature polymers shrink as they cool. Without an actively heated chamber, that uneven cooling causes warping, cracking, and layer delamination on large parts. Holding the cavity at 80 °C keeps the whole part hot during the build, which dramatically improves dimensional accuracy and interlayer strength.
How accurate is the calibration?
A non-contact eddy-current sensor levels the bed to 0.001 mm in about 60 seconds, an HD macro camera auto-aligns the dual-nozzle XY offset to 0.02 mm, and four independent Z motors keep the large bed flat across its full span. Calibration is automatic — the operator does not hand-tram the bed.
What are the facility and power requirements?
The machine runs on 240 V, 50–60 Hz, with the printer rated to 2500 W and the chamber heater to 3000 W. It measures 1150 × 950 × 1250 mm and weighs 250 kg, so it needs a stable floor and a dedicated circuit. Rev1 reviews electrical, ventilation, and space requirements with you before delivery.
Is it safe to run on a shop floor?
Yes. A two-stage HEPA + activated-carbon filter scrubs chamber exhaust to 99.995% adsorption, a safety door lock halts motion if the chamber is opened mid-print, and power-loss recovery resumes a job after an outage. Filament-runout detection and dual-nozzle backup mode keep long production prints from failing silently.
What slicer and connectivity does it use?
It runs CreatWare, OrcaSlicer, Cura, or Slic3r and accepts jobs over WiFi, LAN, USB, or U-disk. The CreatCloud app plus an on-board camera allow remote start, pause, and monitoring — or you can keep the machine fully offline on your local network for secure facilities.
Can it print two materials at once?
Yes. Two independent auto-rising extruders with an auto-synchronized nozzle shutter allow clean dual-material printing — for example a breakaway or soluble support with an engineering material — plus duplication and mirror modes that print two copies at once to boost throughput on smaller parts.
How do I buy it, and does Rev1 support it?
Request a quote and a Rev1 engineer validates the application, confirms configuration and nozzle sizing, and provides pricing and lead time within one business day. As the only authorized CreatBot service provider in the USA, Rev1 handles installation, training, parts, and ongoing support from Auburn Hills, Michigan — including financing at roughly $316/mo OAC.