Vision AI Across
Every Production Line
From spark plugs to syringe vials, DeepInspect® deep-learning models adapt to the part variability, surface complexity, and SKU mix that rule-based machine vision struggles with — deployed in 2 weeks, trained on fewer than 200 good-part images, running on your existing cameras.
Every line is different. Every defect is different. DeepInspect® doesn't ship industry-specific firmware — the same edge platform learns your parts, your defects, and your line speed. Below: where it's already in production.
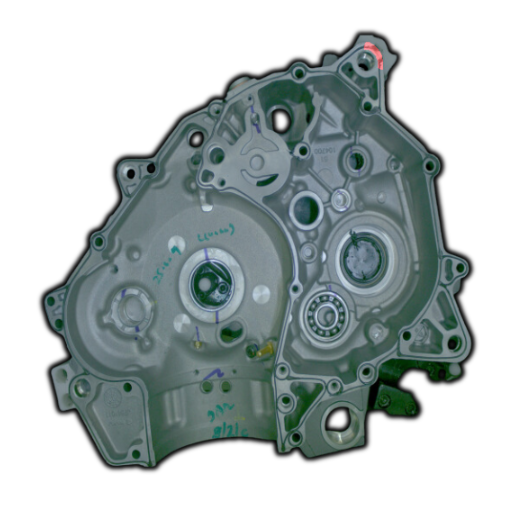
Automotive is where deep learning earns its keep. Stamped, painted, cast, welded — surfaces that rule-based vision can't handle because every part orientation is different and every lighting condition shifts the rejection threshold. DeepInspect® learns the part once and runs at line speed.





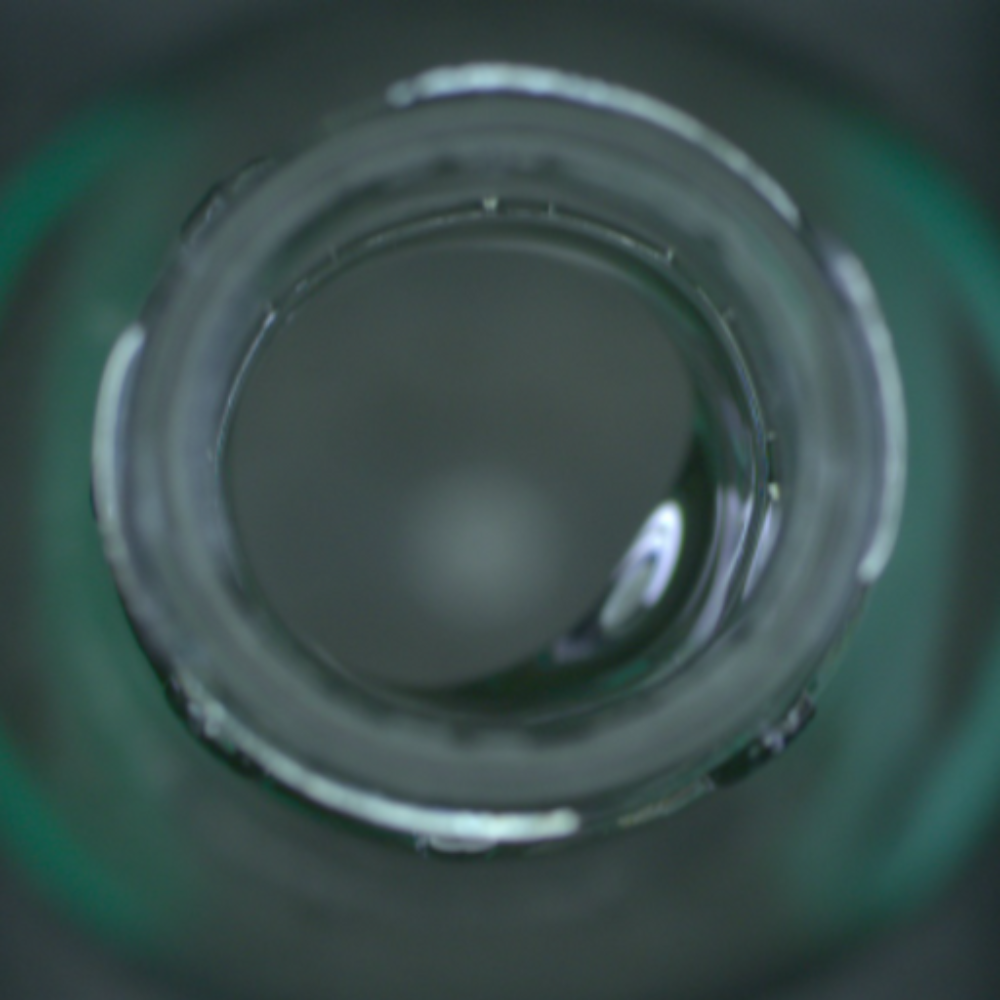
High-speed packaging lines where a 0.3% defect escape is too many. Deep learning handles label variability, reflective transparent surfaces, and cap-orientation differences that template matching can't.


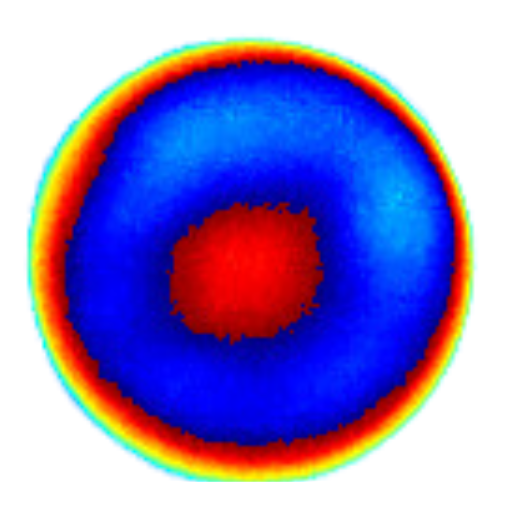
Regulated manufacturing where every inspection event needs an electronic signature, every model change needs a traceable record, and every false-negative is a recall. DeepInspect® analytics is FDA 21 CFR Part 11 compliant out of the box.
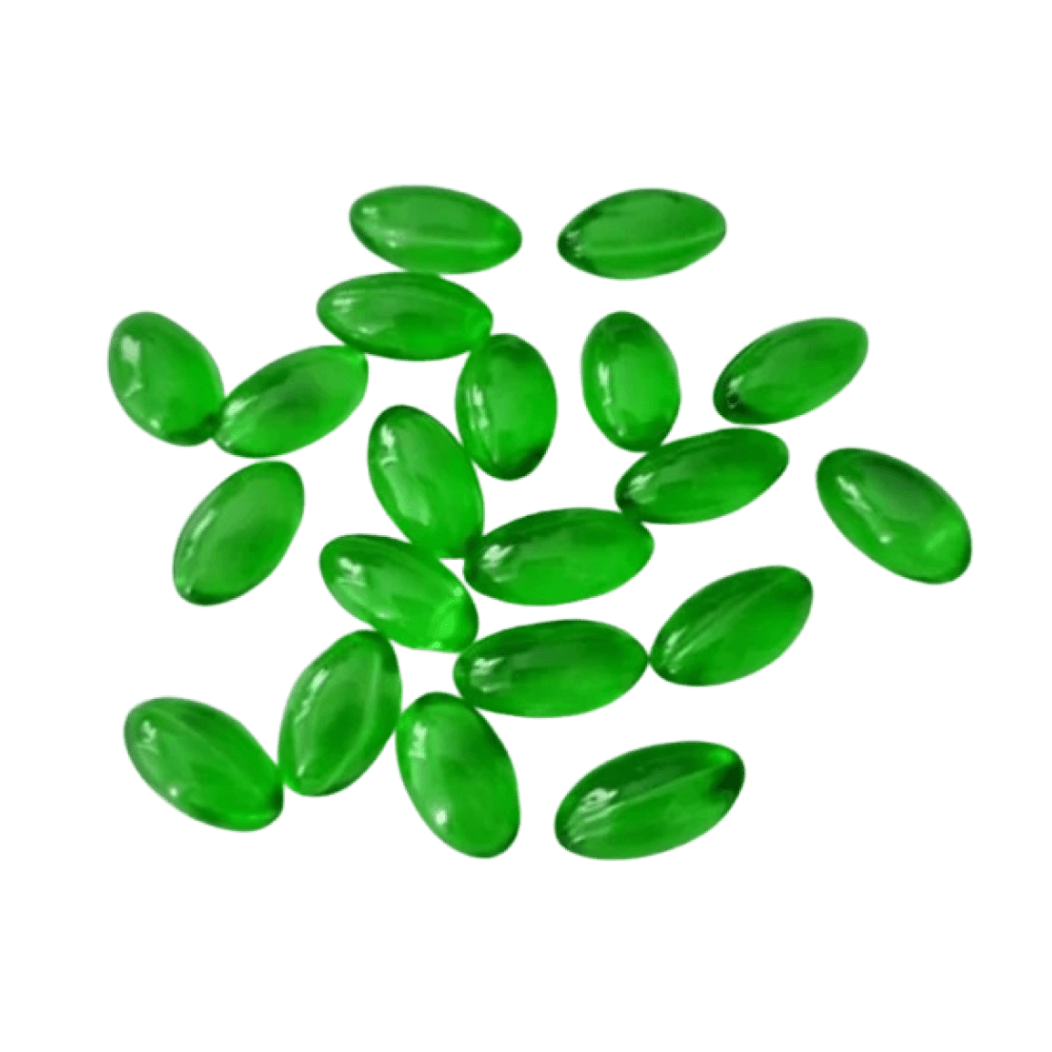

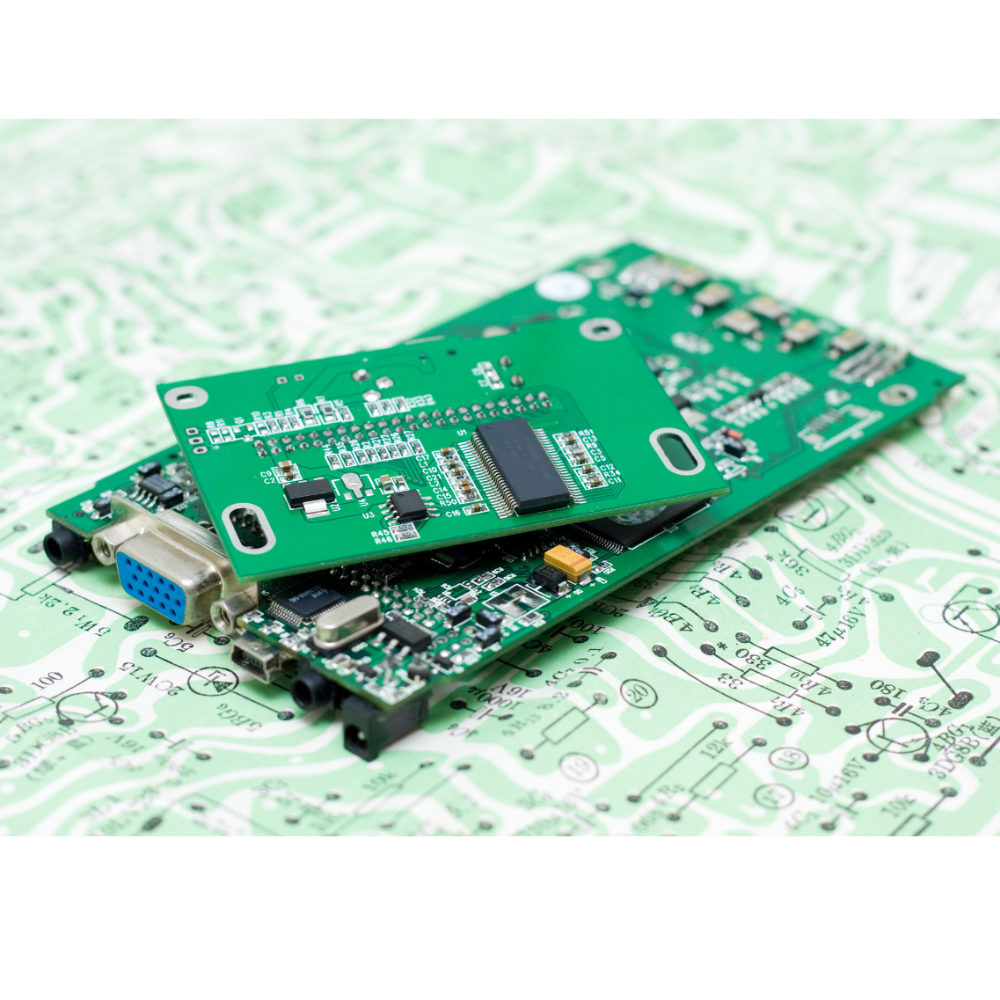
Board-level inspection where component density, color similarity (green PCB / green solder mask / green capacitors), and reflective solder make rule-based vision brittle. Area-scan + line-scan supported in the same station.
Most factories have run the same machine-vision setup for a decade — rule-based systems from Cognex or Keyence that work great on rigid parts in fixed orientations. Deep learning shows up when the part varies, the SKU mix grows, or the defect itself is hard to spec. Here's the honest tradeoff.
Have a Defect Type
That Doesn't Fit a Template?
If you've already got a Cognex or Keyence quote that doesn't quite cover the problem, or if you've been quoted 12+ weeks on integration, send us a few sample parts. We'll run the POC at Rev1 Auburn Hills, share the model output, and give you an honest assessment — even if the answer is "stick with what you have."