Rev1 PA6-GF The Stiff, Strong, Dimensionally-Stable Glass-Fiber Nylon
The Stiff, Strong, Dimensionally-Stable Glass-Fiber Nylon
PA6-GF is nylon 6 reinforced with chopped glass fiber — far stiffer, stronger, and more dimensionally stable than plain nylon, with higher heat resistance and much less warp and creep under load. It keeps nylon’s toughness, wear resistance, and low friction for demanding structural and load-bearing parts. It’s a demanding print: the glass fiber is abrasive, so it requires a hardened-steel nozzle, plus high temps, an enclosure, and a dry spool (nylon is strongly hygroscopic). One color — Black glass-filled matte, on a 1 kg spool. Full specifications →
In stock and ships fast from Auburn Hills, Michigan. Need case pricing, a datasheet, or print help? Call (248) 707-2950.
Dimension-locked, vacuum-sealed, supported by humans.
Rev1 PA6-GF is precision-extruded 1.75 mm glass-fiber-reinforced nylon, wound evenly and vacuum-sealed with desiccant to keep this hygroscopic material dry, then stocked and supported from Auburn Hills, Michigan.
When the part has to hold its shape under load.
Plain nylon is tough but soft and prone to warp; PLA is stiff but brittle. PA6-GF is nylon 6 reinforced with chopped glass fiber — dramatically stiffer, stronger, and more dimensionally stable, with higher heat deflection and far less warp and creep for structural, load-bearing parts. It keeps nylon’s toughness, wear resistance, and low friction. The trade-off: the glass fiber is abrasive and demands a hardened-steel nozzle, plus high temps, an enclosure, and a dry spool — feed it those and Rev1 PA6-GF makes rigid, load-bearing parts in Black glass-filled matte.
Even diameter and a clean wind for reliable runs.
Round, consistent 1.75 mm filament feeds smoothly so long, hot enclosed prints don’t fail.
Every Rev1 PA6-GF spool is wound evenly and held to a tight diameter, so it feeds without under-extrusion across a full 1 kg run. Vacuum-sealed with desiccant to arrive dry — critical for nylon, which absorbs moisture fast and must be printed dry. Remember the glass fiber is abrasive: run a hardened-steel nozzle.
Glass fiber adds rigidity and strength — holds shape under load where plain nylon flexes.
Higher heat deflection and far less warp and creep for dimensionally stable parts.
Keeps nylon’s toughness, wear resistance, and slippery surface for moving contact.
Black glass-filled matte — a single 1 kg spool, in stock and ships fast.
Print settings for stiff, warp-free glass-fiber nylon.
PA6-GF rewards heat, a hardened nozzle, and a dry spool. The glass fiber is abrasive — so a hardened-steel nozzle is required — and high temperatures, an enclosure, and drying the filament first are what keep corners down, layers bonded, and parts strong and stable.
Glass fiber is abrasive — a 0.4 mm+ hardened-steel nozzle is required; brass wears out fast.
Glass-filled nylon runs hot for strong layer adhesion on stiff, load-bearing parts.
Nylon is strongly hygroscopic — dry it before printing and keep it sealed. The #1 nylon gotcha.
An enclosure holds chamber heat and blocks drafts — the key fix for warping and cracking.
Recommended slicer settings
A solid starting profile for Rev1 PA6-GF on an enclosed FDM printer with a hardened-steel nozzle. Dry the filament first, then tune cooling and chamber temperature for your machine.
| Setting | Recommended | Notes |
|---|---|---|
| Nozzle temperature | 250–270 °C | Run hot for strong layer bonding on stiff, load-bearing parts. |
| Bed temperature | 70–90 °C | Glue stick or an adhesive sheet on glass/PEI for a strong first layer. |
| Chamber / enclosure | Warm, draft-free | An enclosure is recommended — nylon warps as it cools unevenly. |
| Print speed | 30–60 mm/s | Moderate speeds help interlayer strength. |
| Part cooling fan | 0–20 % | Keep cooling low — too much fan weakens layer bonding. |
| Retraction | 1–5 mm | Direct drive: ~1–2 mm. Tune to control stringing. |
| Nozzle size & type | 0.4 mm + hardened | Hardened steel required — glass fiber is abrasive; larger nozzles add strength. |
| Drying | 70–90 °C · 8–12 h | Required — nylon is strongly hygroscopic and must be dried before every print. |
| Post-processing | Sand / anneal | Optional annealing can boost strength and dimensional stability. |
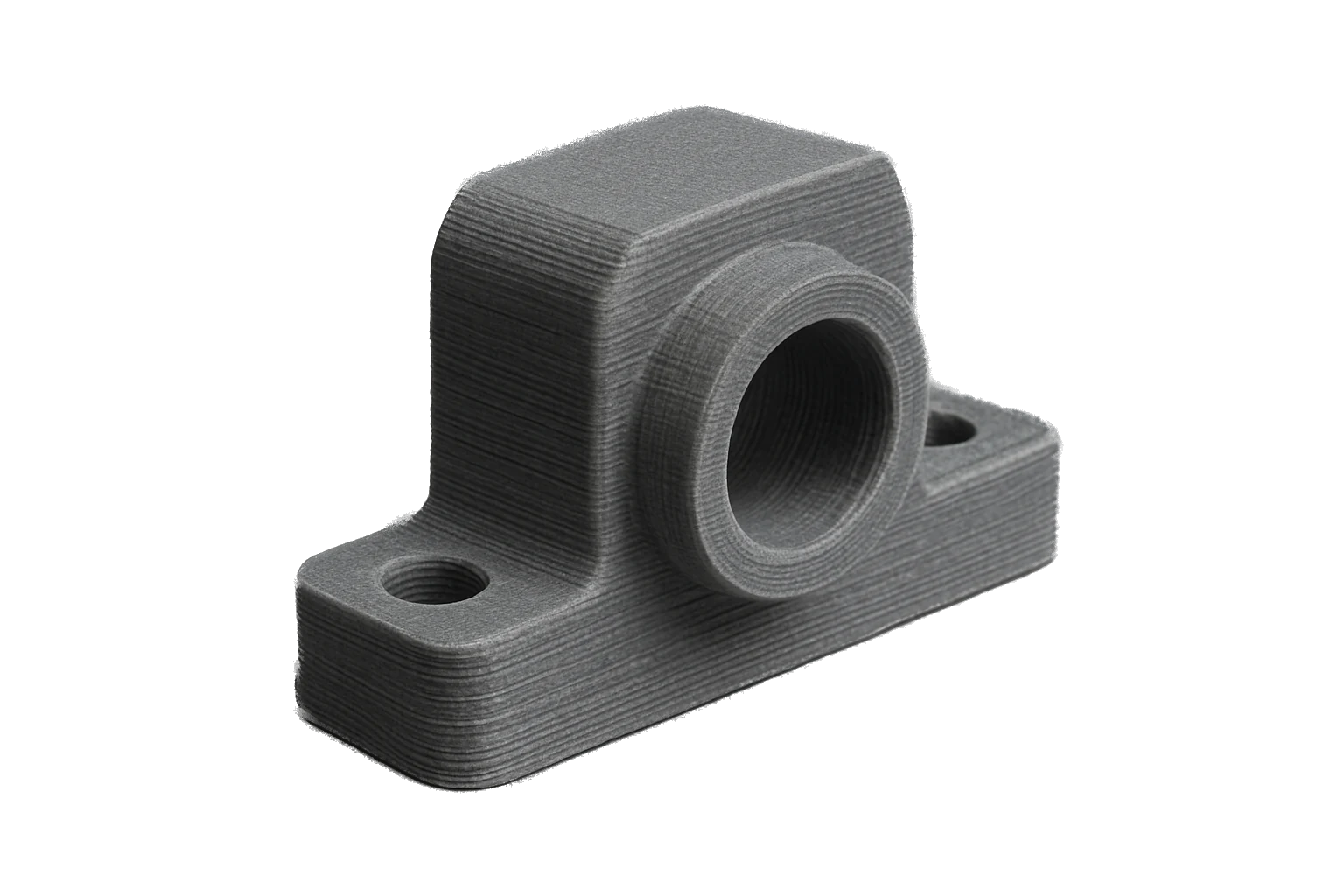
Stiff structural parts that hold under load.
The stiff, stable choice for structural parts.
PA6-GF trades PLA’s easy printing for real engineering performance: high stiffness and strength, dimensional stability, heat resistance, plus nylon’s wear resistance and low friction. One color — Black glass-filled matte — on a 1 kg spool, in stock and shipped from Michigan.

Gears that stay stiff and keep running.
Glass-fiber stiffness plus low friction for parts that turn under load.
Glass fiber makes nylon rigid enough to hold tooth geometry under load, while its slippery, wear-resistant surface keeps gears, worm drives, and moving mechanisms running where PLA strips and PETG wears out.
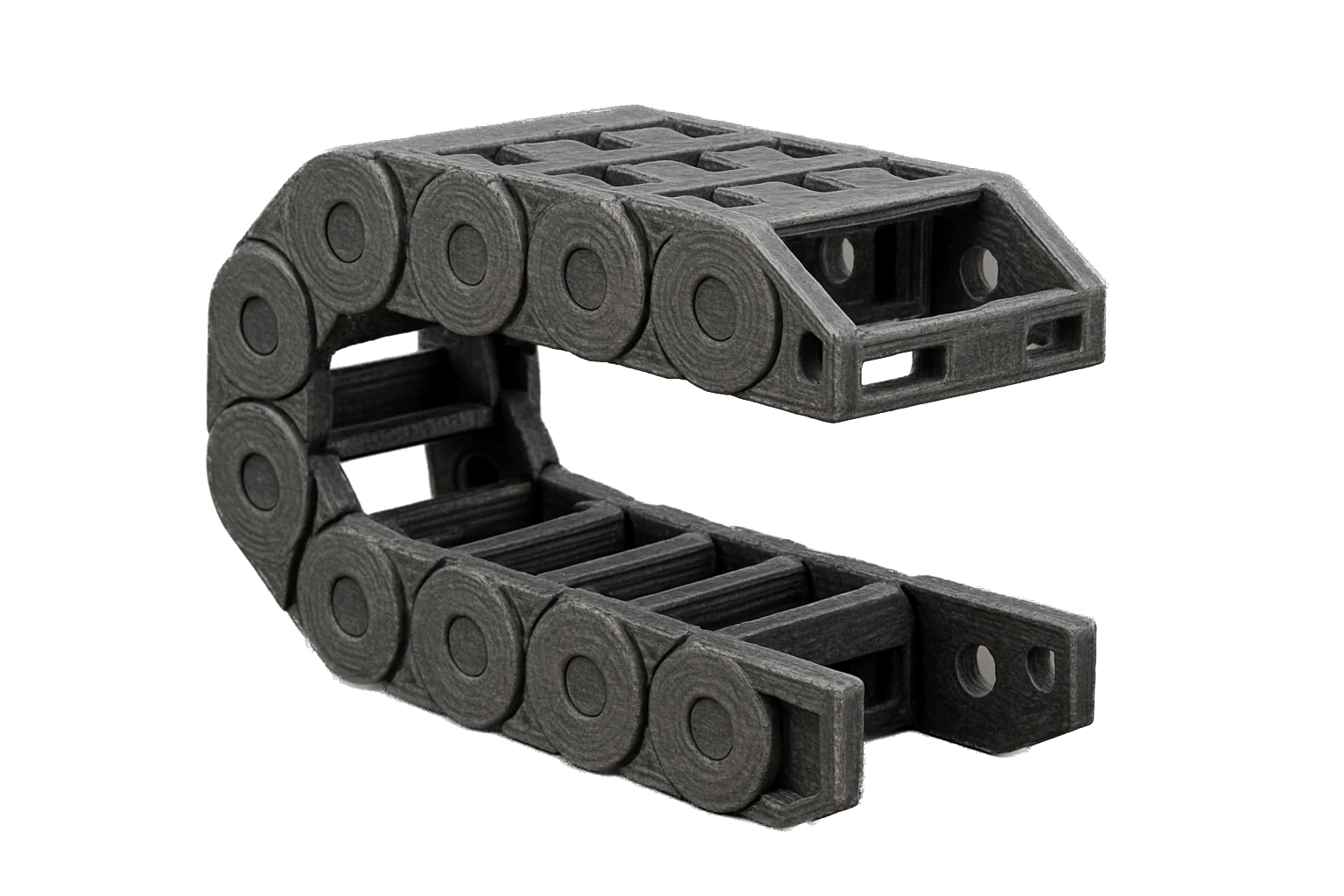
Drag chains that carry load without sagging.
Stiff, tough carriers for cable runs that stay rigid under weight.
Cable drag chains take constant load — glass-fiber nylon gives them the rigidity to resist sag and creep while keeping nylon’s toughness and wear resistance where brittle plastics would crack.
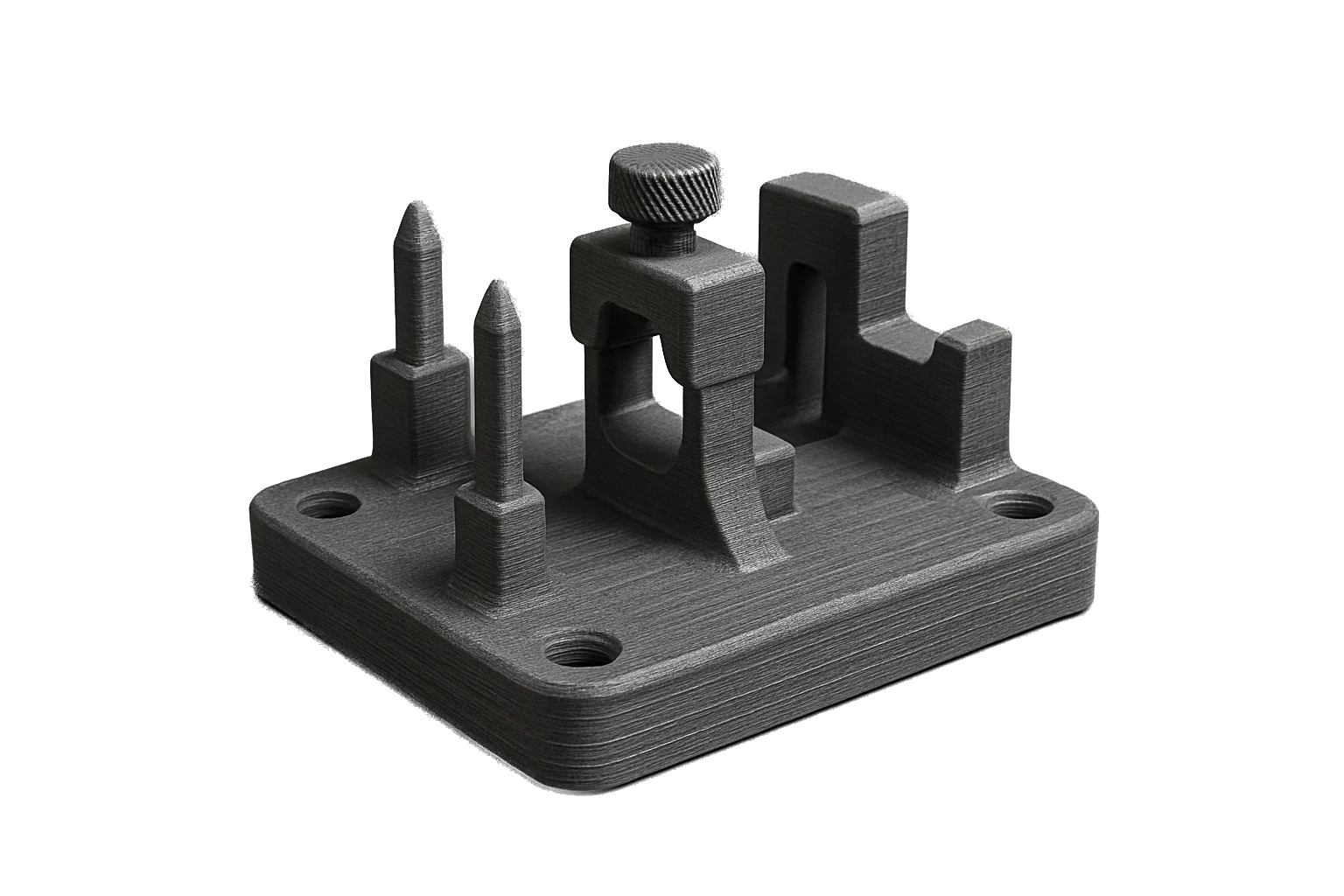
Shop-floor jigs and fixtures that stay true.
Stiff, dimensionally stable tooling that stands up to repeated use.
Print the fixtures, jigs, and assembly aids your line needs — glass-fiber nylon holds its dimensions under clamping loads and shrugs off impacts and abrasion cycle after cycle.
Bushings and bearings that run smooth.
A naturally low-friction surface, now stiffer and more stable.
One of nylon’s superpowers: it slides. Glass fiber adds the rigidity to hold tolerance, so bushings, bearing blocks, and slides made from PA6-GF run smoothly and resist the wear that eats away at other printed plastics.

Rigid enclosures and snap-fits that stay square.
Stiff yet tough — the ideal material for structural housings that click together.
Glass-fiber nylon’s stiffness and toughness make it the go-to for rigid housings, snap-fit enclosures, and clips that stay dimensionally true and take repeated assembly without cracking. For thin, flexing living hinges, plain PA6 is the softer pick.

From prototype to a part that ships.
Stiff and strong enough for real-world, load-bearing components.
Pulleys, brackets, and functional end-use parts — glass-fiber nylon bridges prototyping and production with the stiffness, strength, and wear resistance to go into service under load. Ask us about case pricing.
PA6-GF vs. plain PA6 Nylon vs. PETG.
Pick by what the part has to survive. PA6-GF wins on stiffness, heat resistance, and dimensional stability while keeping nylon’s wear resistance; plain PA6 is softer but tougher in thin flexing parts, and PETG is easier to print. The glass fiber asks for a hardened nozzle and a higher price in return.
| Rev1 PA6-GF | Plain PA6 Nylon | PETG | |
|---|---|---|---|
| Stiffness & strength | Highest, glass-reinforced | Moderate, flexes | Moderate |
| Dimensional stability & heat | Excellent — low warp, high HDT | Warps, lower heat | Low heat |
| Wear & friction | Excellent, low-friction | Excellent, low-friction | Moderate |
| Ease of printing | Demanding — hot, dry, enclosed | Demanding — hot, dry | Easy |
| Nozzle | Hardened steel required | Brass OK | Brass OK |
| Best for | Stiff structural / load-bearing | Living hinges / flexing parts | Outdoor / everyday |
General material guidance; exact performance depends on part geometry, print settings, and grade. For lighter, stiffer parts consider carbon-fiber PA-CF or PA12-CF; for maximum heat, consider PC.
Rev1 PA6-GF Technical Data
Mechanical & thermal properties
Typical values for engineering reference. Printed-part performance varies with wall count, infill, layer height, orientation, and moisture — treat these as material-level guidance, not a part spec.
| Property | Typical Value | Method |
|---|---|---|
| Tensile strength | ~90 MPa | ISO 527 |
| Elongation at break | ~4 % | ISO 527 |
| Flexural strength | ~130 MPa | ISO 178 |
| Flexural modulus | ~5,500 MPa | ISO 178 |
| Izod impact (notched) | ~10 kJ/m² | ISO 180 |
| Melting point (Tm) | ~220 °C | DSC |
| Heat deflection (HDT, 0.45 MPa) | ~200 °C | ISO 75 |
| Shelf life (sealed, dry) | 12 months | — |
Specs, profiles, and a human to call.
Your trusted materials partner.
Every spool is checked for tight diameter tolerance and reliable, repeatable printing.
Call (248) 707-2950 and reach people who actually print and support these materials.
Case quantities and standing orders on 1 kg spools of PA6-GF.
FAQ
Rev1 PA6-GF — Common Questions
Do I need a hardened nozzle for PA6-GF?
Yes — this is non-negotiable. The chopped glass fiber that makes PA6-GF stiff is abrasive and will grind out a brass nozzle fast, wrecking your flow and dimensions. Run a hardened-steel (or other wear-resistant) nozzle, 0.4 mm or larger. Everything else is standard nylon practice: high temps, an enclosure, and a dry spool.
How is PA6-GF different from plain PA6 nylon?
PA6-GF is nylon 6 compounded with glass fiber, which makes it dramatically stiffer and stronger, far more dimensionally stable, and much more heat-resistant — with less warp and creep under load. It keeps nylon’s toughness, wear resistance, and low friction. The trade-offs are that it’s less flexible (not ideal for thin living hinges), needs a hardened nozzle, and costs more.
Do I really have to dry it before printing?
Yes — the nylon base is strongly hygroscopic and absorbs moisture from the air fast. Printing wet PA6-GF causes popping, stringing, foaming, and weak, ugly parts. Dry it at 70–90 °C for 8–12 hours before printing and keep it sealed with desiccant. We ship every spool vacuum-sealed and dry.
What is PA6-GF best used for?
It’s the pick for stiff, dimensionally stable, load-bearing parts: structural brackets and mounts, gears and drive parts, bushings and bearings, tooling and jigs, cable carriers, and functional end-use components that must hold their shape and resist heat and wear.
Do I need an enclosure to print it?
An enclosure is recommended. PA6-GF prints hot (250–270 °C nozzle, 70–90 °C bed) and nylon warps as it cools unevenly, so a warm, draft-free chamber helps large or flat parts stay stuck and crack-free. Keep part cooling low, and use glue or an adhesive sheet for first-layer grip.
PA6-GF or carbon-fiber PA-CF — which should I choose?
Both add fiber for stiffness. Glass fiber (PA6-GF) is the more economical way to get rigidity and dimensional stability; it’s slightly heavier with a matte glass-filled finish. Carbon fiber (PA-CF / PA12-CF) is the lighter, stiffer, premium alternative. For maximum heat step up to PC; for easy everyday prints, PLA or PETG. All fiber-filled grades need a hardened nozzle.
Does it absorb moisture after it’s printed?
Yes — like all nylon, PA6-GF continues to absorb moisture over time, and parts can change dimensionally as they take on humidity. The glass fiber reduces this movement compared to plain nylon, but for tight-tolerance parts you should still account for it and store both filament and finished parts dry.
What color and size is it, and how fast does it ship?
One color — Black glass-filled matte — on a 1 kg spool at $59.99. It’s in stock and ships fast from Auburn Hills, Michigan. Add it to your cart in the buy-box, or call (248) 707-2950 for case quantities and standing orders.