PPS FILAMENT • 3DXTECH • REV1 TECH
3DXTech ThermaX™ PPS Polyphenylene Sulfide — Best-in-Class Chemical Resistance · Inherent Flame Retardancy
Polyphenylene Sulfide — Best-in-Class Chemical Resistance · Inherent Flame Retardancy
3DXTech’s ThermaX PPS is a semi-crystalline high-performance thermoplastic completely insoluble in any known solvent under 200°C — making it one of the most chemically resistant FFF materials available. Inherently flame retardant and self-extinguishing, with exceptional strength and modulus at elevated temperatures. Made in Grand Rapids, Michigan.
Lead time varies. Contact Rev1 to confirm availability.
WHY PPS
Tm 285°C. Unmatched Chemical Resistance. Inherent Flame Retardancy.
ThermaX™ PPS is 3DXTech’s Polyphenylene Sulfide filament — delivering the broadest chemical resistance of any FFF material in the catalog, inherent flame retardancy, and exceptional stiffness-to-weight ratio for demanding automotive, chemical process, and electronics applications.
Unmatched Chemical Resistance
PPS is completely insoluble in any known solvent under 200°C. Resistant to acids, bases, hydrocarbons, fuels, solvents, and process chemicals across a broader range than any other ThermaX material.
Inherent Flame Retardancy
PPS is self-extinguishing with low smoke evolution. No flame-retardant additives — the phenylene sulfide backbone provides intrinsic V-0 performance for electronics and industrial applications.
Semi-Crystalline Thermal Stability
Unlike amorphous polymers, PPS’s crystalline structure provides exceptional stiffness and dimensional stability above its Tg (85°C) up to ~200°C continuous use. Tm = 285°C.
Made in USA
Produced in-house at 3DXTech’s Grand Rapids, MI facility under ISO 9001:2015 certification. Lot traceability and process controls throughout.
PRINTING WITH PPS
PPS — Polyphenylene Sulfide for Chemically Aggressive Environments
ThermaX PPS requires industrial hardware capable of 390°C+ hot end temperature. Its rapid crystallization kinetics and high-temperature requirements demand careful process control. Follow this protocol for optimal crystallinity and part performance.
- Extruder Temp 365–390°C — all-metal hot end required
- Bed Temp 120–160°C
- Chamber Temp 50–90°C recommended — heated enclosure if available
- Nozzle All-metal — ≥0.4mm diameter
- Drying 110°C / 4 hr minimum before every print session
- ⚠ Crystallization Warning PPS crystallizes rapidly on cooling. Inadequate chamber temperature or cooling speed can cause warping or delamination. Use a heated enclosure if available and avoid drafts during printing.
THERMAL DATA
Tm 285°C. Semi-Crystalline Thermal Stability Above 200°C.
Four thermal milestones defining ThermaX™ PPS’s operating envelope — verified against 3DXTech ThermaX PPS Technical Data Sheet v3.
PPS is semi-crystalline — its Tm of 285°C, not Tg, defines the material’s structural upper limit. Parts retain dimensional stability and stiffness at temperatures far exceeding the 85°C Tg due to the crystalline phase.
Crystalline PPS parts maintain mechanical integrity at continuous use temperatures up to ~200°C — significantly higher than many amorphous polymers with similar or higher Tg values.
HDT at 0.45 MPa for printed PPS. Actual structural capability extends far beyond this value due to the crystalline phase retaining stiffness above Tg.
Required before every session. PPS has very low moisture absorption, but residual moisture at 365–390°C extrusion temps still produces defects. Dry before every session.
CHEMICAL RESISTANCE
Broadest Chemical Resistance of Any ThermaX Filament
ThermaX™ PPS’s semi-crystalline Polyphenylene Sulfide backbone delivers the broadest chemical resistance in the ThermaX catalog — completely insoluble in any known solvent under 200°C. Outstanding resistance to acids, bases, organic solvents, hydrocarbons, and process chemicals across the widest temperature range.
Consult TDS for complete chemical compatibility data. PPS is essentially insoluble in all known organic solvents at temperatures below 200°C.
SPECIFICATIONS
ThermaX™ PPS — Full Technical Data
Source: 3DXTech ThermaX™ PPS TDS v3. Specifications at 1.75mm diameter, natural color.
Material Properties
| Polymer | Polyphenylene Sulfide (PPS) |
| Diameter | 1.75mm |
| Color | Natural (500g) |
| Glass Transition (Tg) | 85°C (semi-crystalline) |
| Melting Point (Tm) | 285°C |
| Heat Deflection (HDT) | 135°C |
| Continuous Use Temp | ~200°C |
| Flame Rating | UL 94 V-0 (inherent) |
| Tensile Strength | 75 MPa (ASTM D638) |
| Flexural Strength | 120 MPa (ASTM D790) |
| Tensile Elongation | <2% |
| Density | 1.36 g/cm³ |
Print Parameters
| Extruder Temp | 365–390°C |
| Bed Temp | 120–160°C |
| Chamber Temp | 50–90°C (recommended) |
| Drying Protocol | 110°C / 4 hr minimum |
| Min. Layer Height | 0.10mm |
| Nozzle Type | All-metal (stainless or hardened steel) |
| Min. Nozzle Diameter | 0.4mm |
| Hot End Requirement | All-metal, rated ≥400°C |
Availability & Pricing
| Spool Sizes | 500g |
| Color | Natural |
| 500g Price | $70 |
| Note | 1.75mm — contact for availability |
| Quality Standard | ISO 9001:2015 Certified |
| Origin | Grand Rapids, MI, USA |
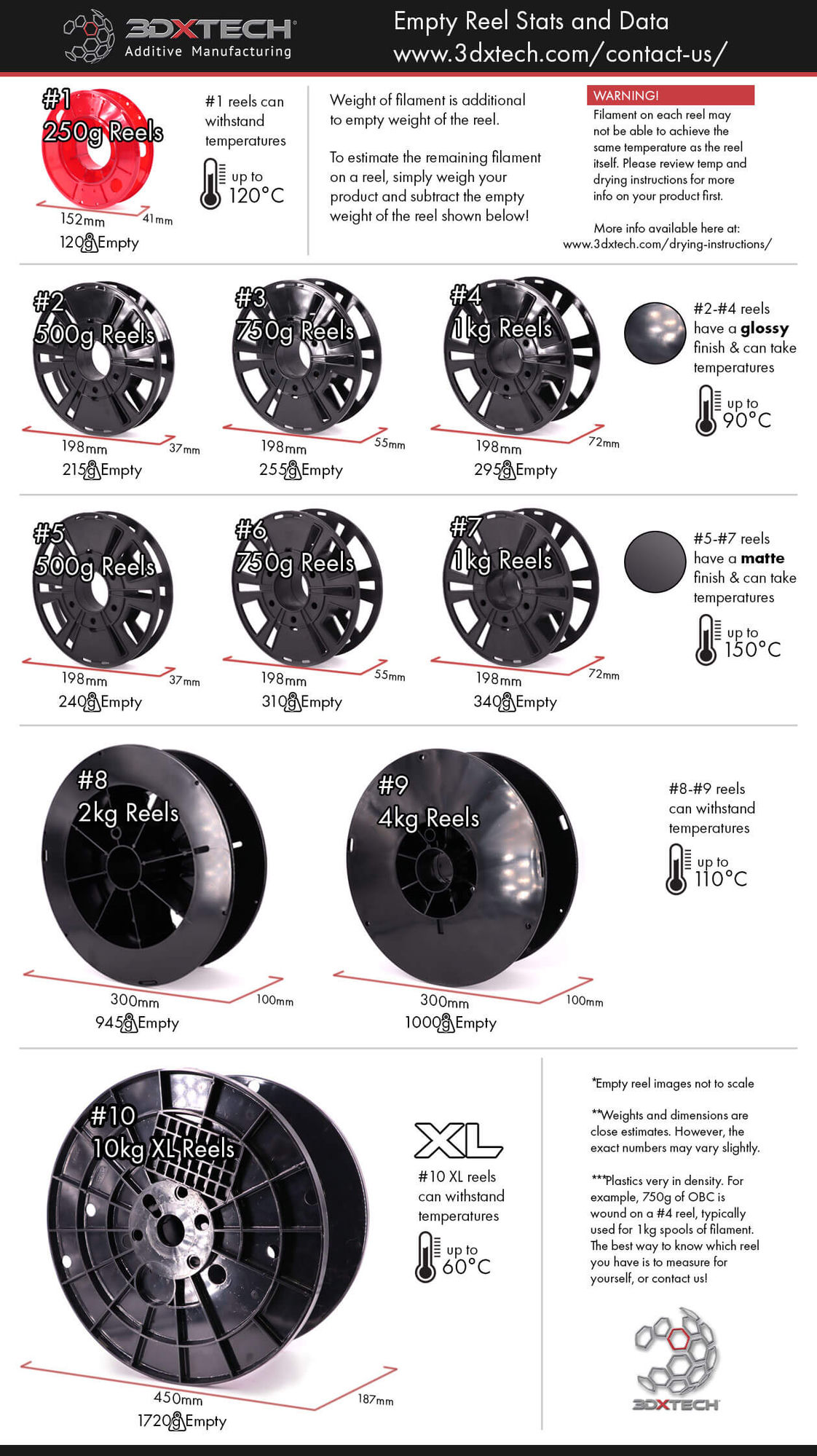
SPOOL SELECTION
500g Natural — Single Spool. Contact for Availability.
ThermaX™ PPS is available in 500g natural. 1.75mm is currently a specialty order — contact Rev1 Tech to confirm availability.
- Reel #2–#7 — 198mm dia.
- Color: Natural
- Semi-crystalline Polyphenylene Sulfide
PRINT QUALITY
Production-Grade Output on the Right Equipment
ThermaX™ PPS produces parts with excellent surface detail and strong interlayer adhesion when printed on a properly configured industrial platform with an all-metal hot end and heated chamber.
COMPATIBLE PLATFORMS
Requires an Industrial-Grade 3D Printer
ThermaX™ PPS demands an all-metal hot end rated to at least 400°C and an actively heated enclosure (≥70°C). Beyond consumer hardware, but accessible to any purpose-built industrial platform.
CreatBot F160-PEEK
Purpose-built PAEK platform with dual all-metal hot ends and integrated chamber heating. Validated for PPS and PEEK — Rev1’s top recommendation for first-time ultra-performance adopters.
Rev1 RecommendedCreatBot PEEK-300
300mm build volume, 420°C hot end rating, 200°C heated chamber. Production-oriented PAEK platform suitable for PPS at larger part geometries.
Rev1 RecommendedCreatBot F430
Quad-nozzle large-format industrial printer with multi-material capability. Supports PPS plus support materials for complex geometries and dual-extrusion workflows.
Rev1 RecommendedAny Open-Platform Printer
Minimum: 400°C+ all-metal hot end • 120–160°C heated bed • ≥70°C enclosure • all-metal nozzle ≥0.4mm.
WHERE IT WORKS
Where Chemical Inertness, Flame Resistance, and Heat Stability Converge
When PPS is the answer: environments with aggressive chemical exposure, elevated temps, or electrical isolation requirements where flame resistance is mandatory.
Automotive
Under-hood components, fuel system parts, sensors, and housings resistant to fuels, coolants, and brake fluids at 150°C+. PPS withstands sustained exposure to automotive process chemicals.
Chemical Processing
Pumps, valves, manifolds, impellers in aggressive solvent, acid, and base environments. PPS is insoluble in most process chemicals under 200°C — the widest resistance envelope in the ThermaX lineup.
Oil & Gas
Downhole and topside components, seals, connectors in hydrocarbon and brine environments at elevated temperatures. Excellent resistance to H₂S, crude, and drilling fluids.
Electronics
Flame-retardant (V-0 inherent), stable dielectric constant and dissipation factor over wide frequency and temperature range. Connectors, housings, bobbins — no additive flame packages needed.
Industrial Tooling
Jigs, fixtures, wear components requiring dimensional stability, chemical resistance, and moderate-to-high heat performance in production environments with solvent exposure.
Defense / Aerospace
Structural brackets and electrical housings where chemical agent resistance and inherent flame retardancy are required without additives. Low smoke evolution in fire scenarios.
MATERIAL CARE
Moisture Is the Enemy. A Proper Protocol Eliminates It.
PPS has very low moisture absorption compared to most engineering thermoplastics, but printing with undried filament at 365–390°C still produces defects. Dry at 110°C for 4 hours before every session.
Dry Before Every Session
110°C / 4 hr minimum. No exceptions — even a sealed spool that has been open for a few days benefits from a fresh drying cycle.
Print From the Dryer
For best results, print directly from a heated dry-box or dryer system. Ambient humidity will re-absorb into the filament during extended print runs.
Store Sealed With Desiccant
Return unused filament to an airtight bag or container with fresh desiccant immediately after printing. Long-term storage in original sealed packaging is acceptable.
Recognize Wet Filament Symptoms
Popping or crackling during extrusion, rough surface texture, reduced layer adhesion, and visible bubbling in the melt are signs of moisture contamination. Re-dry and restart.
HOW IT COMPARES
ThermaX™ PPS vs. Commonly Evaluated Alternatives
Buyers evaluating PPS typically compare against PEEK for maximum chemical resistance at extreme heat, PEI 9085 for a lower-cost high-temp alternative, and PSU for a lower-process-temperature sulfone material.
3DXTech / Rev1 Tech
3DXTech
3DXTech
3DXTech
3DXTECH QUALITY
Manufactured in Michigan. Certified to ISO 9001:2015.
Every spool of ThermaX™ PPS is produced in-house at 3DXTech’s Grand Rapids, MI facility under ISO 9001:2015 certification. Polyphenylene Sulfide resin with inherent flame retardancy and full lot traceability throughout filament fabrication.
ISO 9001:2015 Certified
Production under a certified quality management system. Lot traceability and process controls throughout filament fabrication.
Made in Grand Rapids, MI
Filament extruded and wound in-house at 3DXTech’s Michigan facility. Direct factory quality control — not overseas commodity production.
Technical Data Sheet Available
Full processing parameters, mechanical properties, inherent flame retardancy data, and chemical resistance published in the ThermaX™ PPS TDS v3. Available for download below.
RESOURCES
Downloads & Technical Support
Everything you need to qualify and print ThermaX™ PPS with confidence. UL 94 V-0 compliance data, processing parameters, and technical support from Rev1.
WHY REV1 TECH
Authorized 3DXTech Reseller. Industrial AM Specialists.
Rev1 Technologies is an authorized 3DXTech reseller headquartered in Auburn Hills, MI, with direct technical expertise in high-performance FFF materials and the printers that run them.
Authorized Reseller
Every spool ships direct from the authorized channel. MAP pricing guaranteed. Single-channel license compliance — not a grey-market distributor.
Platform Expertise
Rev1 carries the industrial printers validated for PPS and PEEK. If you need guidance on which platform to match with this material, our team has run them.
Pre-Sales Technical Support
Questions about print settings, printer selection, or qualifying PPS for a specific application? Contact Rev1 before you order — that conversation is free.
FREQUENTLY ASKED
ThermaX™ PPS — Buyer & Engineer Questions Answered
What is ThermaX PPS?
ThermaX PPS is 3DXTech’s Polyphenylene Sulfide (PPS) filament — a semi-crystalline high-performance thermoplastic completely insoluble in any known solvent under 200°C. It is inherently flame retardant (UL 94 V-0 with no additives), with a Tg of 85°C and a melting point (Tm) of 285°C. Continuous use up to ~200°C. Made in Grand Rapids, MI.
What temperatures does ThermaX PPS require?
Extruder: 365–390°C with an all-metal hot end. Bed: 120–160°C. Chamber: 50–90°C recommended — a heated enclosure helps prevent warping from rapid crystallization. Dry at 110°C for 4 hours before every print session.
Why is PPS the most chemically resistant FFF material?
PPS is completely insoluble in any known solvent under 200°C — a claim no other common FFF polymer can match. Its semi-crystalline structure creates a dense molecular packing that resists chemical penetration far more effectively than amorphous polymers. It resists strong acids, bases, hydrocarbons, ketones, esters, and chlorinated solvents across a broader temperature and concentration range than PEEK or PEI.
What does “semi-crystalline” mean for PPS?
Unlike amorphous polymers (PEI, PPSU, PES), PPS has both crystalline and amorphous regions. The Tg of 85°C marks onset of chain mobility in the amorphous phase, but the crystalline regions maintain stiffness, chemical resistance, and dimensional stability well above this temperature — giving continuous use of ~200°C despite a relatively low Tg. The true structural upper limit is the Tm of 285°C, where the crystalline phase melts.
Why is PPS used in electronics applications?
PPS is inherently UL 94 V-0 flame retardant — no additive packages needed — with stable dielectric constant and dissipation factor over a wide frequency and temperature range. Excellent resistance to cleaning solvents, wave solder flux, and process chemicals. Connectors, bobbins, and electrical housings in demanding thermal and chemical environments are natural applications.
What are the limitations of printing PPS?
PPS requires a 365–390°C all-metal hot end and rigid process discipline. Its rapid crystallization kinetics can cause warping or delamination if chamber temperature or cooling speed is uncontrolled. PPS is inherently brittle without fiber reinforcement — tensile elongation is under 2% — so it is not suitable for impact-critical applications. A very niche hardware requirement: most desktop printers cannot run it.
How does ThermaX PPS compare to Stratasys FDM PPS?
Both use PPS resin with the same core chemistry. Stratasys FDM PPS is platform-locked to Fortus systems. ThermaX PPS runs on any open-material machine capable of a 390°C hot end — same chemical resistance profile at a fraction of the system cost. No proprietary support material required.
Should I choose PPS or PEEK for a chemical-exposure application?
Choose PPS when maximum chemical resistance is the primary requirement — PPS is insoluble in virtually all solvents under 200°C and delivers broader chemical inertness than PEEK across most reagent families. Choose PEEK when biocompatibility (ISO 10993), maximum stiffness, or extreme temperature above 200°C continuous use is required. PEEK is generally a stronger, stiffer material; PPS delivers broader chemical inertness at a significantly lower price point.