3DXTech ThermaX PES High-Temp Polyethersulfone — Tougher Than Ultem 1010, USA-Made
High-Temp Polyethersulfone — Tougher Than Ultem 1010, USA-Made

A USA-made polyethersulfone (PES/PESU) filament — a high-temperature aromatic sulfone from the same PAES family as PSU and PPSU. It pairs very high heat resistance (Tg 225°C, thermal performance beyond Ultem 1010) with excellent dimensional stability, low creep, and high environmental stress-crack resistance, plus the ability to survive repeated EtO, radiation, and steam-autoclave sterilization. An amorphous engineering filament for medical, aerospace, and hot-fluid parts that must stay stable and chemically resistant at temperatures that soften most plastics — and it prints on a standard, hardened-free 0.4 mm nozzle. Full specifications →
Made in the USA — ships from Rev1. Need 2 kg reels, a different diameter, or bulk pricing? Call (248) 707-2950.
USA-made high-temp PES, with a real datasheet behind it.
3DXTech compounds ThermaX PES in Grand Rapids, Michigan at its 68,000 sq ft ISO 9001:2015-certified facility, with a published technical data sheet — no mystery filament. Rev1 Technologies is your authorized 3DXTech reseller and US support partner, Auburn Hills, Michigan.
Very high heat, sterilization, and chemical resistance — without reinforcement.
ThermaX PES is an amorphous polyethersulfone — a high-temperature aromatic sulfone in the poly-aryl-ether-sulfone (PAES) family alongside PSU and PPSU. Its performance comes from the base polymer, not a carbon- or glass-fiber filler, so it is unreinforced — dimensionally stable, low-creep, and printable on a standard 0.4 mm nozzle with no hardened steel required. With a glass transition of 225°C (thermal performance beyond Ultem 1010), high environmental stress-crack resistance, resistance to automotive fluids, and the ability to survive repeated EtO, radiation, and steam-autoclave sterilization, it is a go-to for medical, aerospace, and hot-fluid parts that live in punishing heat and chemistry. 3DXTech compounds it in the USA into consistent, printable filament with a published datasheet.
Heat, dimensional stability, and sterilizability — beyond Ultem 1010.
ThermaX PES is built for demanding, high-value applications where heat, chemistry, and stability all matter at once. Numbers below are from the published TDS (Rev 1.0, ISO-tested).
Measured by DSC — a very high-Tg amorphous polymer with thermal performance beyond Ultem 1010.
Deflection temperature per ISO 75 at the high 1.80 MPa load — holds shape and load far above most engineering plastics.
Yield strength per ISO 527 with 6.9% elongation — strong and ductile, not brittle.
Survives repeated steam autoclaving plus EtO gas, radiation, plasma, dry-heat, and cold sterilization.
High environmental stress-crack resistance; resists gasoline, antifreeze, transmission fluids, and motor oils.
Amorphous polymer with excellent dimensional stability and low creep — parts hold tolerance under load and heat.
A genuine ultra-high-temp printer — but no hardened nozzle needed.
These are 3DXTech's recommended print settings. PES is a sulfone that runs hot, so it needs a genuine ultra-high-temp all-metal hotend and a hot bed. Because it is unreinforced, there is no abrasive filler — a standard 0.4 mm nozzle is fine. Dry it before printing and use a heated, enclosed chamber.
Requires a genuine ultra-high-temp all-metal hotend that can reach and hold the high-380°C range.
A high-temperature heated bed with a suitable adhesive for reliable first-layer grip on a high-Tg polymer.
A heated, enclosed chamber is strongly recommended — it improves layer bonding and controls warp.
No hardened nozzle required — PES is unfilled and non-abrasive, so a standard brass nozzle works.
Runs from 0.10 mm upward with no special concerns; tune finer for detail or thicker for speed.
Dry the filament at 120°C for about 4 hours and keep it dry for the cleanest surface and most consistent flow.
Built for medical, aerospace, and hot-fluid end-use parts.
Because it survives very high heat, repeated sterilization, and aggressive chemicals while staying dimensionally stable and low-creep, ThermaX PES lands in demanding end-use parts — not just prototypes. Polyethersulfone has long served across medical, aerospace, automotive, electronics, and industrial applications.
Natural, on 500 g and 2 kg reels.
ThermaX PES ships in natural (amber-translucent) on 1.75 mm filament, wound on standard 500 g and 2 kg reels. The 500 g spool clears the size requirements of popular automated material systems including the Bambu AMS, Creality CFS, and Anycubic ACE Pro; the 2 kg reel suits longer production runs. Need a different diameter or bulk quantities? Ask us — we can source and quote directly from 3DXTech.
Check the reel fits your printer.
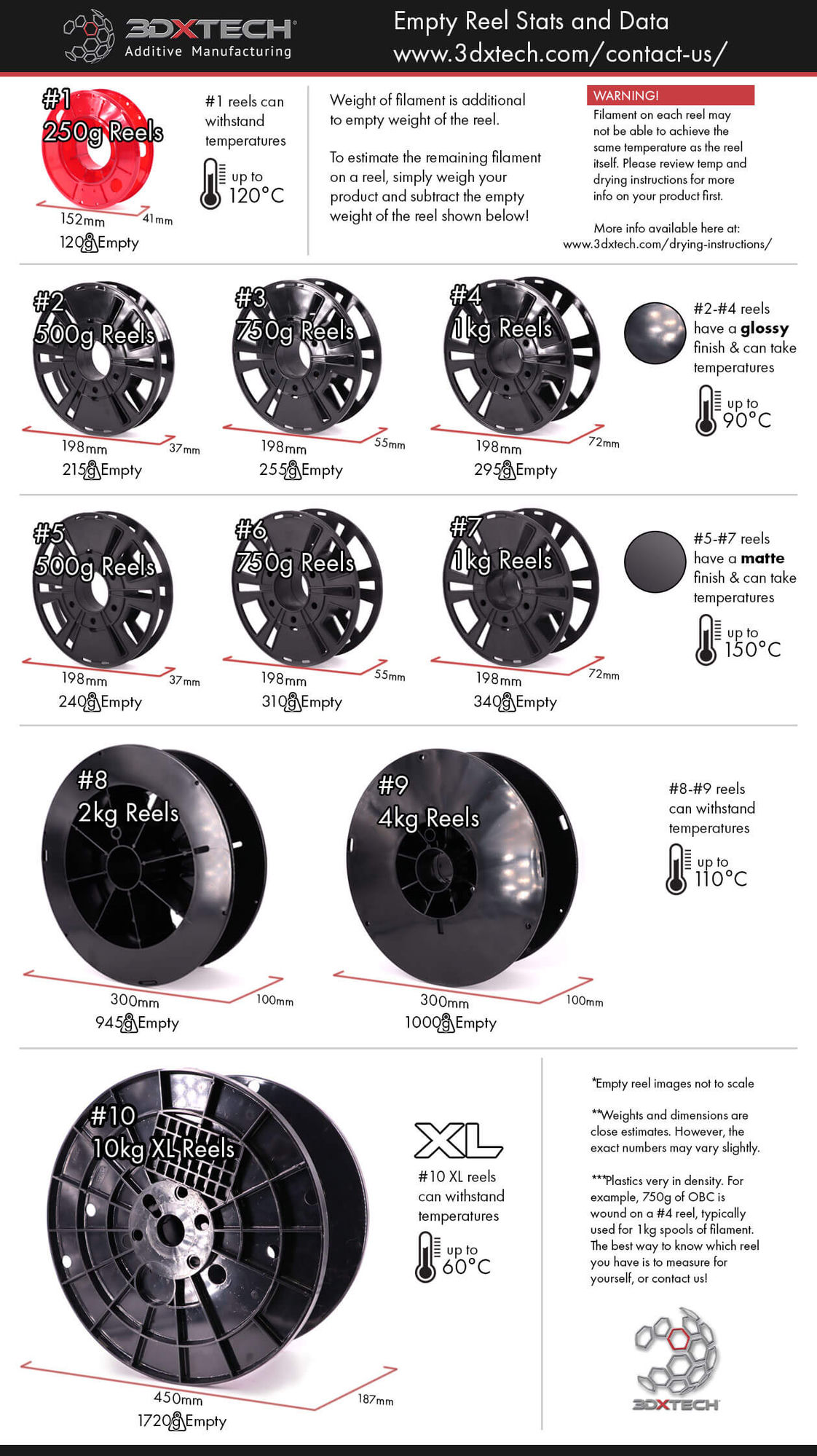
Standard spool dimensions — confirm it fits your AMS or dry box.
3DXTech ships ThermaX PES on consistent, standard 500 g and 2 kg reels.
Before you buy, check the outer diameter, width, and center bore against your printer's spool holder, automated material system, or drybox. The 500 g reel clears the size requirements of the Bambu AMS, Creality CFS, and Anycubic ACE Pro. Open the full 3DXTech reel infographic for exact spool dimensions.
View reel dimensions →PES vs. PEI/Ultem vs. PPSU.
Approximate positioning among amorphous, high-temp engineering filaments — confirm exact figures against each technical data sheet.
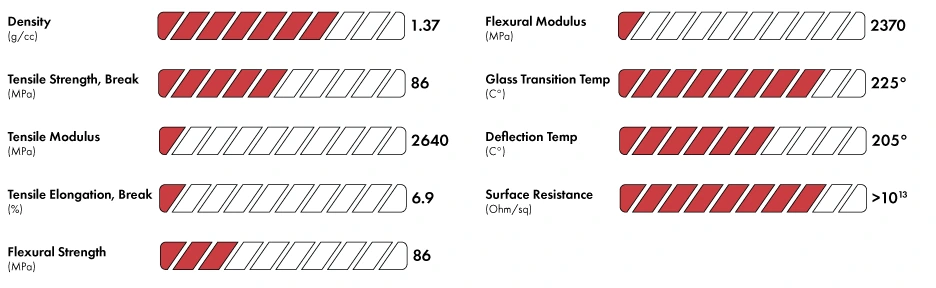
3DXTech's published property chart.
The quick-reference numbers, straight from the manufacturer.
3DXTech publishes a property chart for ThermaX PES. For the complete mechanical and thermal data with test methods, request the full technical data sheet in the resources below.
| ThermaX PES | PEI / Ultem | PPSU | |
|---|---|---|---|
| Heat (Tg / HDT) | Tg 225°C / HDT 205°C (1.80 MPa) | Tg ~217°C / HDT ~200°C | Tg ~220–230°C / HDT ~205°C |
| Toughness / impact | High — ductile, 6.9% elongation | High, but more notch-sensitive | Exceptional — the toughest sulfone |
| Sterilization | Steam autoclave, EtO, radiation, plasma | Steam, EtO, radiation | Steam autoclave, EtO, radiation, plasma |
| Chemical / hydrolytic | High ESCR, resists automotive fluids | Excellent (some chlorinated-solvent attack) | Excellent, repeated steam & hot water |
| Flame | Inherently flame retardant, low smoke | UL94 V-0 | UL94 V-0, low smoke |
| Printer needs | Ultra-high-temp hotend (365–390°C) + hot chamber, standard nozzle | Ultra-high-temp hotend + chamber | Ultra-high-temp hotend + chamber, standard nozzle |
| Approx. price | ~$190/kg | ~$200/kg+ | ~$250/kg |
| Best for | Tough, chemically & hydrolytically stable high-heat parts at a lower cost than PEI or PPSU | Stiff, high-heat, flame-rated structural parts | Autoclavable, maximum-toughness high-heat parts |
Qualitative comparison among amorphous engineering polymers; confirm exact properties against each TDS. Street prices are approximate and vary by reel size and date.
3DXTech ThermaX PES Technical Data
RESOURCES
Datasheet & Print Support
Everything you need to qualify and print ThermaX PES.
WHY REV1 TECH
Authorized 3DXTech Reseller. Engineering-Materials Specialists.
Rev1 Technologies is an authorized 3DXTech reseller in Auburn Hills, MI, supplying genuine USA-made engineering filament with real print support.
We help you pick the right high-temp polymer, dial in the profile, and keep production running.
FAQ
3DXTech ThermaX PES — Common Questions
Do I need a special printer?
Yes — ThermaX PES prints around 365–390°C, so you need a genuine ultra-high-temp all-metal hotend and a high-temp heated bed (140–160°C). A heated, enclosed chamber is strongly recommended for the best layer bonding and lowest warp. You do not, however, need a hardened nozzle.
Do I need a hardened nozzle?
No. Unlike carbon- or glass-fiber filaments, PES is unreinforced and non-abrasive, so a standard brass 0.4 mm nozzle is fine — your printer's temperature ceiling, not the nozzle, is the limiting factor.
Why choose PES over PEI/Ultem?
PES delivers comparable high heat (Tg 225°C, thermal performance beyond Ultem 1010) with high environmental stress-crack resistance and excellent chemical resistance — often at a lower cost than PEI. For maximum stiffness or a published UL94 V-0 flame rating, PEI can edge it; for autoclavable, chemically demanding parts PES is frequently the better value. Tell us the part and we'll help you choose.
How is PES different from PPSU?
Both are aromatic sulfones in the PAES family. PPSU is the tougher, higher-impact grade with a published UL94 V-0 rating; PES offers very high heat and chemical resistance with excellent dimensional stability and low creep, typically at a lower price point. We'll help you match the grade to your part.
Can I sterilize printed PES parts?
Yes — polyethersulfone withstands repeated EtO gas, radiation, steam autoclaving, plasma, dry-heat, and cold sterilization. As always, validate finished printed parts for your specific application, since printed geometry and orientation affect performance.
Is it chemically resistant?
Yes — PES has high environmental stress-crack resistance and resists automotive fluids including gasoline, antifreeze, transmission fluids, and motor oils, with excellent dimensional stability and low creep.
Do I have to dry it?
Yes. Like other sulfones it prints best bone-dry — dry the filament at 120°C for about 4 hours before printing and store it in a dry box for the cleanest surface and most consistent flow.
What colors and sizes are available? Will it fit my AMS?
3DXTech currently ships ThermaX PES in natural, 1.75 mm, on 500 g and 2 kg reels. The 500 g reel is sized to clear popular automated material systems including the Bambu AMS, Creality CFS, and Anycubic ACE Pro. If you need another diameter or bulk quantities for a production run, contact us — we can source and quote directly from 3DXTech.
Is it made in the USA?
Yes — 3DXTech manufactures ThermaX PES at its 68,000 sq ft ISO 9001:2015-certified facility in Grand Rapids, Michigan, with a published data sheet and lot traceability.