3DXTech ThermaX HTS2 High-Temp Break-Away Support for ULTEM 9085 & PEEK
High-Temp Break-Away Support for ULTEM 9085 & PEEK

The premium break-away support for 3DXTech’s ultra-performance polymers. HTS2 is engineered to survive the extreme nozzle and chamber temperatures required to print ULTEM™ 9085, PEEK, PEKK, PPSU, PES and PPS — then break cleanly away, so you can print complex geometry and overhangs in materials that ordinary supports simply cannot withstand. Full specifications →
Availability and lead time vary by reel size — contact Rev1 to confirm before ordering. Need a co-print profile for ULTEM 9085 or PEEK, or bulk pricing? Call (248) 707-2950.
USA-made high-temp support, with a real datasheet behind it.
3DXTech compounds ThermaX HTS2 in the USA with a published technical data sheet — no mystery support material. It is purpose-built to hold up at the print temperatures of PEI, PEEK and PEKK, then break away clean. Rev1 Technologies is your authorized 3DXTech reseller and US support partner, Auburn Hills, Michigan.
The support that survives ULTEM- and PEEK-class heat.
Most support filaments were designed for PLA, PETG and ABS — they soften, char, or fuse to the part long before they reach the 350–400°C nozzle and 100°C-plus chamber temperatures that ultra-performance polymers demand. 3DXTech ThermaX HTS2 is different: it is a high-temperature break-away support formulated specifically to hold its shape alongside ULTEM™ 9085 (PEI), PEEK, PEKK, PPSU, PES and PPS, then release cleanly once the print is done. It lets you print the overhangs, bridges and internal channels that make those materials worth printing in the first place.
Mechanical break-away removal — no solvents, no wait.
HTS2 is peeled and snapped off, not dissolved.
Because HTS2 is a break-away support rather than a soluble one, there is no dissolution bath, no wash station, and no long soak cycle to schedule. Print the part with HTS2 in the second extruder, then remove the support mechanically — it releases best while the part is still warm from the build chamber. That keeps high-value ULTEM and PEEK parts moving through your shop instead of sitting in a tank.
Built for high-temp dual-extruder printers.
One extruder runs your model material, the other runs HTS2.
HTS2 is intended for dual-extruder industrial FFF machines designed for high-temperature polymers — the same class of printer you already need to run ULTEM 9085 or PEEK. Load HTS2 in the support extruder, match its temperatures to your model material, and let your slicer generate break-away support structures wherever the geometry needs them.
Thermal numbers that let it live next to PEEK.
All figures from the 3DXTech ThermaX HTS2 technical data sheet (TDS Rev 1.0). HTS2 is a sacrificial support — it is characterized by its thermal stability and clean removal, not by structural strength, which the TDS lists as not applicable.
A high glass-transition temperature (DSC) lets HTS2 keep its geometry inside a hot build chamber instead of slumping against the part.
Deflection temperature of 172°C at 0.45 MPa (ISO 75) — it stays dimensionally stable while your model material is still printing hot.
Electrically insulative (ASTM D257, >10¹³ ohm/sq) — a neutral, non-conductive support that will not contaminate technical parts.
Snap it away — and get a clean part surface.
The whole point of a support material is that it leaves once its job is done. HTS2 is engineered to bond well enough to hold overhangs during the print, yet release cleanly at the interface afterward.
Remove support while the part is still warm.
High-temp break-away support releases most cleanly straight off the bed.
As with high-temperature supports generally, HTS2 is easiest to remove while the printed part is still warm from the build chamber. Peel and snap the support structures away, then clean up any interface witness marks. Because nothing dissolves, there is no post-print soak, no drying step, and no wastewater to manage — the part is ready for inspection or post-processing right away.
Print settings — match them to your model material.
3DXTech’s published printed-specimen conditions for HTS2. In practice, set HTS2 to co-print with whatever ultra-performance polymer is in your model extruder, and keep both dry.
Published extrusion temperature. Fine-tune within range to match the model material and your hotend.
A hot bed for first-layer grip, in line with the high-temp model materials HTS2 supports.
Run an actively heated chamber matched to your model material (ULTEM / PEEK) for stable, warp-free co-printing.
Characterized with a 0.4 mm nozzle; a hardened nozzle is good practice alongside filled model materials.
TDS specimens were printed at 0.25 mm layer height — a solid starting point for support interfaces.
Dry the filament before use and keep it dry, as with all high-temperature polymers, for clean extrusion.
Formulated for 3DXTech’s ultra-performance polymers.
HTS2 is the premium break-away support for high-temperature model materials. It is ideal for the top end of the performance range, where standard supports cannot survive the print environment.
Complex parts you couldn’t print without it.
From a 250 g trial spool to a 2 kg reel.
Buy a small spool to qualify, then scale up.
Choose your reel size in the buy-box — price scales with the spool.
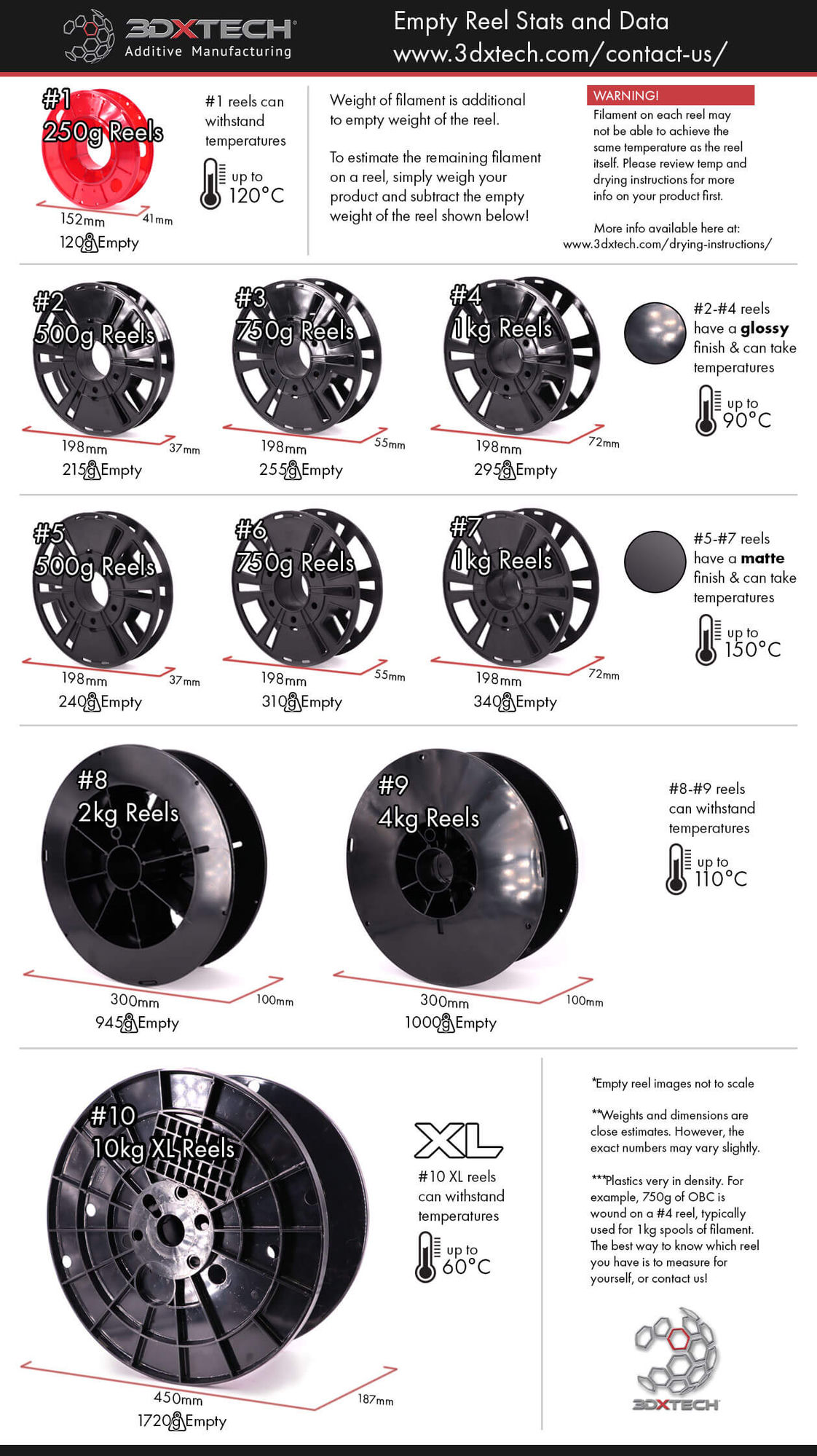
HTS2 comes on standard 3DXTech reels in 250 g, 500 g, 1 kg and 2 kg. Start with a 250 g or 500 g spool to dial in your co-print profile, then scale to a 1 kg or 2 kg reel for production. Before you buy, check the reel outer diameter, width and center bore against your printer’s support spool holder or drybox — open the full 3DXTech reel infographic for exact dimensions.
High-temp break-away vs. ordinary supports.
Where HTS2 sits among 3D-printing support strategies. The deciding factor for ULTEM- and PEEK-class parts is whether the support can survive the print temperature at all.
| ThermaX HTS2 | Standard Break-Away | Soluble Support | |
|---|---|---|---|
| Survives high-temp co-print | Yes (PEI / PEEK / PEKK) | No (softens / chars) | No (low-temp only) |
| Removal method | Mechanical break-away | Mechanical break-away | Dissolves in solution |
| Post-processing | Peel while warm | Peel | Wash / soak station |
| Typical model materials | ULTEM 9085, PEEK, PEKK, PPSU, PES, PPS | ABS, ASA, PA, PETG | PLA, PETG, PA |
| Glass transition (Tg) | ~187°C | ~100°C | Varies (low) |
Qualitative comparison among support-material strategies; confirm exact properties against each product’s TDS.
3DXTech ThermaX HTS2 Technical Data
RESOURCES
Datasheets & Print Support
Everything you need to qualify, slice, and co-print 3DXTech ThermaX HTS2 with confidence.
WHY REV1 TECH
Authorized 3DXTech Reseller. High-Temp Materials Specialists.
Rev1 Technologies is an authorized 3DXTech reseller headquartered in Auburn Hills, MI, with hands-on expertise in industrial high-temperature FFF and the printers that run ULTEM and PEEK.
We don’t just ship spools — we help you pair the right support with your model material, dial in the high-temp profile, and keep production running.
FAQ
3DXTech ThermaX HTS2 — Common Questions
What is ThermaX HTS2 for?
HTS2 is a high-temperature break-away support material. It is printed in the second extruder alongside ultra-performance model materials — ULTEM 9085 (PEI), PEEK, PEKK, PPSU, PES and PPS — to support overhangs and complex geometry, then broken away after printing.
Does HTS2 dissolve, or do I break it off?
You break it off. HTS2 is a mechanical break-away support, not a soluble one — there is no wash or soak step. It removes most cleanly while the printed part is still warm from the build chamber.
Which model materials does it support?
HTS2 is formulated for 3DXTech’s high-temp polymers: PEI/ULTEM 9085, PEEK, PEKK, PPSU, PES and PPS. It is specifically the break-away support (9085 BAS) paired with ULTEM 9085.
What printer do I need to use it?
A dual-extruder industrial FFF printer built for high-temperature polymers — the same class of machine you already need for ULTEM or PEEK, with a high-temp hotend and an actively heated chamber.
What temperatures does it print at?
Per the TDS, HTS2 is characterized at an extrusion temperature of 360–375°C and a bed temperature of 120–140°C, with a 0.4 mm nozzle at 0.25 mm layer height. In practice, match it to the model material in your other extruder.
Why not use a standard support filament?
Ordinary break-away and soluble supports are designed for lower-temperature materials like PLA, PETG and ABS. They soften or char at the 350–400°C nozzle and hot-chamber conditions that PEI and PEEK require. HTS2 has a 187°C glass transition so it holds its shape in that environment.
Which reel size should I buy?
Start with a 250 g or 500 g spool to validate your co-print profile, then scale to 1 kg or 2 kg for production. Pick the reel size in the buy-box; price scales with the spool.
Do I need to dry HTS2 before printing?
Yes. As with all high-temperature 3D-printing polymers, dry the filament before use and keep it dry during long prints. Moisture causes poor extrusion and weak support interfaces.
Can Rev1 help me qualify it for my job?
Yes. Tell us the model material, printer, and part geometry and our materials team confirms fit, suggests co-print settings, and can quote case or standing-order pricing. Call (248) 707-2950.