FIBREX PP+GF30 • 3DXTECH • REV1 TECH
3DXTech FibreX™ PP+GF30 Glass Fiber Polypropylene for Chemical Resistance and Light Weight
Glass Fiber Polypropylene for Chemical Resistance and Light Weight
3DXTech’s FibreX PP+GF30 combines 30% chopped glass fiber with polypropylene resin — delivering 6,750 MPa tensile modulus, broad chemical resistance to acids, bases, and solvents, and the lowest density in the FibreX GF composite line at 1.12 g/cc. With a 139°C HDT (vs. ∼50°C for unfilled PP), PP+GF30 is the go-to choice for fluid-contact structural components, lab hardware, and lightweight chemical-environment enclosures. Electrically insulating (>10¹³ Ω/sq). Made in Grand Rapids, Michigan.
750g in stock. Contact Rev1 to confirm availability.

WHY FIBREX PP+GF30
6,750 MPa TM. 139°C HDT. Lightest GF Composite in the FibreX Line.
FibreX™ PP+GF30 is 3DXTech’s 30% glass fiber reinforced polypropylene filament — delivering the stiffness of a GF composite with the chemical resistance of PP. At 1.12 g/cc it is the lowest-density composite in the FibreX GF line. PP’s inherent resistance to acids, bases, alcohols, and solvents makes this material ideal for fluid-contact, lab, and chemical-environment applications where other GF composites would fail. Hardened nozzle mandatory. PP-specific bed surface required.
Broad Chemical Resistance (PP Matrix)
Polypropylene resists acids, bases, alcohols, and many organic solvents at the matrix level — a capability GF-Nylon and GF-PEEK cannot match against bases. Critical for fluid manifolds, lab hardware, water treatment components, and chemical-exposure enclosures.
Lowest Density GF Composite (1.12 g/cc)
At 1.12 g/cc, FibreX PP+GF30 is the lightest composite in the FibreX GF line — lighter than GF-Nylon (1.23 g/cc) and GF-PEEK (>1.4 g/cc). Structural lightweight panels, UAV parts, and weight-sensitive fluid components benefit directly.
139°C HDT — Exceptional for a PP-Based Material
Unfilled PP has an HDT of ∼50°C — essentially unusable for structural parts. GF30 reinforcement raises HDT to 139°C (ISO 75, 0.45 MPa), unlocking sustained service in industrial and thermal environments that unfilled PP cannot tolerate.
Made in USA — ISO 9001:2015
Extruded and wound in-house at 3DXTech’s Grand Rapids, MI facility under ISO 9001:2015 certification. 30% glass fiber compounded with PP resin, with full lot traceability. Open-platform 1.75mm filament — no proprietary cartridge lock-in.
PRINTING WITH FIBREX PP+GF30
PP+GF30 — High-Stiffness Polypropylene Composite with PP-Specific Bed Requirements
FibreX PP+GF30 requires a hardened steel nozzle (glass fiber is abrasive), a PP-specific bed surface (standard PEI/glass/BuildTak will not work), and a heated enclosure. PP is semi-crystalline and prone to warping without proper bed adhesion — Magigoo Pro PP, a PP sheet, or PP-specific adhesive is mandatory. PP does not absorb moisture — no drying required.
- Extruder Temp 265°C — all-metal hot end required
- Bed Temp 85°C — PP-specific bed surface required (Magigoo Pro PP, PP sheet, or PP adhesive)
- Chamber Temp Heated enclosure strongly recommended — reduces warping and improves layer adhesion for semi-crystalline PP
- Nozzle Hardened steel ≥0.4mm — MANDATORY. Glass fiber is abrasive and will wear brass nozzles.
- Drying Not required — PP is non-hygroscopic and does not absorb moisture
- ⚠ Bed Adhesion Critical PP requires a PP-specific bed surface. Standard PEI, glass, and BuildTak do NOT work — PP will not adhere. Use Magigoo Pro PP adhesive, a dedicated PP build sheet, or PP-specific tape. This is the primary process hurdle for first-time PP printers.
- ⚠ Nozzle Warning Hardened nozzle is non-negotiable. 30% glass fiber will cause rapid wear on brass nozzles. Use hardened steel, ruby, or sapphire nozzle. 0.4mm minimum diameter — small nozzles are more prone to GF bridging.
THERMAL DATA
139°C HDT — Glass Fiber Transformed the Thermal Story of Polypropylene
Four thermal milestones defining FibreX™ PP+GF30’s operating envelope — verified against 3DXTech FibreX PP+GF30 TDS.
HDT at 0.45 MPa (ISO 75). GF30 reinforcement raises PP’s HDT from ∼50°C (unfilled) to 139°C — a nearly 3× improvement. Enables sustained load-bearing service in industrial environments where unfilled PP would creep or deform.
PP is semi-crystalline — it has a melting point (∼160°C), not a glass transition temperature (Tg). Semi-crystalline polymers maintain stiffness up to near their melt temperature, providing good dimensional stability across the service range.
Single TDS extrusion temperature. All-metal hot end required. Consistent with other FibreX GF grades. Heated enclosure strongly recommended to prevent warping from PP’s semi-crystalline nature.
PP is non-hygroscopic. Unlike Nylon-based filaments, FibreX PP+GF30 does not require drying before printing. Simplifies production workflow — open the spool and print.
CHEMICAL RESISTANCE
PP Matrix: Broad Resistance to Acids, Bases, Alcohols, and Solvents
FibreX™ PP+GF30’s polypropylene matrix delivers chemical resistance that GF-Nylon and GF-PEEK cannot match against bases and polar solvents. PP is resistant to a wide range of acids, alkalis, alcohols, and aqueous solutions — making it the material of choice for fluid-contact hardware, lab trays, water treatment components, and chemical exposure enclosures. Note: PP is susceptible to halogenated solvents and aromatic hydrocarbons. Consult TDS for specific compatibility.
Consult 3DXTech FibreX PP+GF30 TDS for complete chemical compatibility data. PP is susceptible to halogenated solvents (e.g., chloroform, methylene chloride) and aromatic hydrocarbons — verify compatibility before production fluid-contact use.
SPECIFICATIONS
FibreX™ PP+GF30 — Full Technical Data
Source: 3DXTech FibreX PP+GF30 TDS. ISO-standard test specimens. 1.75mm natural filament.
Material Properties
| Polymer | Polypropylene (PP) + 30% Glass Fiber (GF30) |
| Diameter | 1.75mm |
| Color | Natural |
| Melting Point | ∼160°C (semi-crystalline, no Tg) |
| HDT (0.45 MPa, ISO 75) | 139°C |
| Surface Resistance | >10¹³ Ω/sq |
| Tensile Strength | 65 MPa (ISO 527) |
| Tensile Modulus | 6,750 MPa (ISO 527) |
| Flexural Strength | 85 MPa (ISO 178) |
| Flexural Modulus | 5,320 MPa (ISO 178) |
| Elongation at Break | 1.7% (ISO 527) |
| Density | 1.12 g/cc (ISO 1183) |
Print Parameters
| Extruder Temp | 265°C |
| Bed Temp | 85°C |
| Bed Surface | PP-specific required (Magigoo Pro PP, PP sheet, PP adhesive) |
| Chamber Temp | Strongly recommended (enclosure) |
| Drying Protocol | Not required (PP is non-hygroscopic) |
| Nozzle | Hardened steel ≥0.4mm (MANDATORY) |
| Hot End Requirement | All-metal, rated ≥300°C |
Availability
| Spool Sizes (Available) | 750g (in stock) |
| 750g Price | $48 |
| Lead Time | Varies — contact Rev1 to confirm |
| Quality Standard | ISO 9001:2015 Certified |
| Origin | Grand Rapids, MI, USA |
SPOOL SELECTION
750g In Stock.
FibreX™ PP+GF30 is available in 750g (1.75mm). In stock — contact Rev1 to confirm.
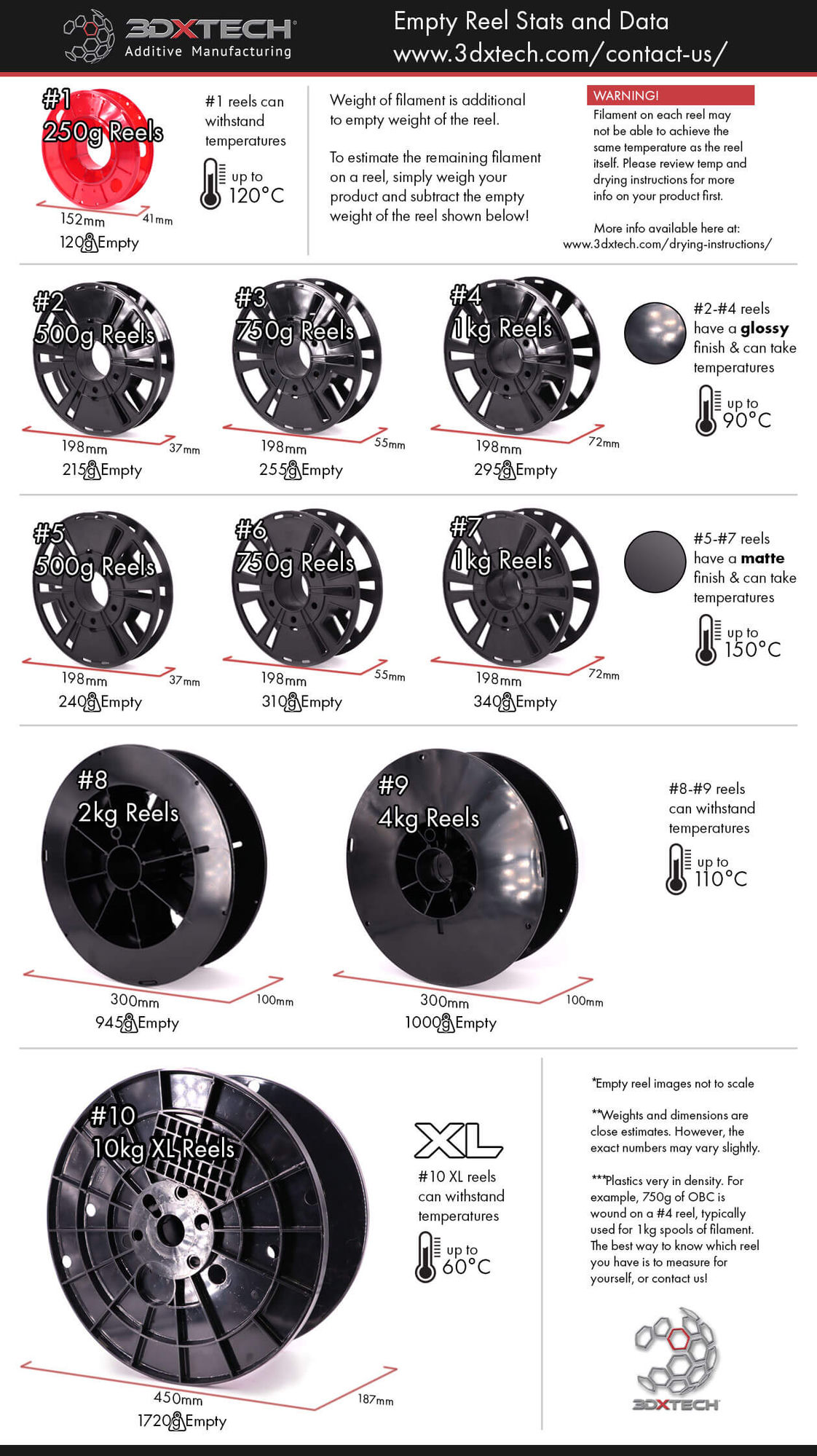
- Reel #1 — 152mm dia., 41mm wide
- Entry / Qualification
- Ships from stock
PRINT QUALITY
Chemical-Resistant Parts. Production-Grade Output.
FibreX™ PP+GF30 produces stiff, chemical-resistant parts with strong interlayer adhesion when printed on a properly configured platform with PP-specific bed preparation. Suitable for direct fluid-contact and chemical-exposure end-use applications.

COMPATIBLE PLATFORMS
Requires Industrial Hardware — PP Bed Adhesion Is the Key Variable
FibreX PP+GF30 extrudes at 265°C — all-metal hot end, 300°C+ minimum, plus heated enclosure AND a hardened steel nozzle (GF is abrasive). PP-specific bed surface is mandatory: Magigoo Pro PP, a PP sheet, or PP-specific adhesive. Any open-platform printer meeting these requirements can run PP+GF30.
CreatBot F160-PEEK
Purpose-built high-temperature platform with dual all-metal hot ends and integrated chamber heating. PP+GF30 compatible. Closed enclosure supports PP warping reduction. Rev1’s top recommendation for first-time PP+GF adopters.
Rev1 RecommendedCreatBot PEEK-300
300mm build volume, 420°C hot end rating, 200°C heated chamber. PP+GF30 compatible. Production-oriented platform for larger structural parts and chemical-resistant assemblies.
Rev1 RecommendedCreatBot F430
Quad-nozzle large-format industrial printer with multi-material capability. PP+GF30 compatible. Supports high-temp materials plus support materials for complex fluid manifold and enclosure geometries.
Rev1 RecommendedAny Open-Platform Printer
Minimum: 300°C+ all-metal hot end • 85°C heated bed • PP-specific bed surface (MANDATORY) • heated enclosure (strongly recommended) • hardened steel nozzle ≥0.4mm.
WHERE IT WORKS
Where Chemical Resistance and Low Weight Are Non-Negotiable
FibreX PP+GF30 is the answer when you need GF stiffness combined with PP’s chemical resistance and light weight. GF-Nylon absorbs moisture and degrades in strong bases. GF-PEEK is expensive. Unfilled PP lacks stiffness. PP+GF30 fills the gap.
Chemical-Resistant Enclosures & Housings
Enclosures, covers, and housings exposed to acids, bases, or cleaning agents. PP’s broad chemical resistance at 1.12 g/cc density enables lightweight designs that survive chemical splash, cleaning cycles, and outdoor weathering.
Lab Trays, Racks & Fixtures
Laboratory hardware in contact with reagents, acids, and bases. PP’s resistance to dilute and concentrated acids (including HF resistance) and alkalis makes it the material of choice for lab environments where Nylon would degrade.
Fluid Manifolds & Flow Components
Fluid manifolds, connectors, and flow components handling aggressive process fluids. PP+GF30’s stiffness (6,750 MPa TM) and chemical resistance combine for direct fluid-contact structural parts that GF-Nylon cannot reliably serve.
Water Treatment & Aquatic Components
Water treatment housings, filter housings, pump bodies, and components in prolonged aqueous contact. PP is inherently hydrophobic and does not absorb water — Nylon absorbs moisture and can swell or degrade dimensional tolerances.
Lightweight Structural Panels
Weight-sensitive structural panels, brackets, and frames where density matters. At 1.12 g/cc — ∼9% lighter than GF-Nylon (1.23 g/cc) — PP+GF30 enables meaningful weight savings in UAV, robotics, and mobile equipment applications.
Industrial & Outdoor Equipment
Industrial components exposed to UV, moisture, and weathering. PP’s inherent weatherability and moisture-insensitivity (no drying required) simplify field deployment in outdoor and semi-exposed environments.
MATERIAL CARE
PP Is Non-Hygroscopic. No Drying Required. Focus on Bed Adhesion.
Unlike Nylon-based filaments, FibreX PP+GF30 does not absorb moisture and requires no drying before printing. The primary storage and handling consideration is protecting the filament from dust and static, and ensuring proper PP bed adhesion setup before every print session.
No Drying Required
PP is non-hygroscopic — it does not absorb atmospheric moisture. No pre-print drying cycle is needed. Open the spool and print. Significant workflow simplification vs. Nylon and other hygroscopic materials.
Prepare PP-Specific Bed Surface
Before printing, apply Magigoo Pro PP adhesive, a PP build sheet, or PP-specific tape. Standard PEI, glass, and BuildTak will not work. Bed adhesion is the primary process variable for PP — proper setup prevents warping and adhesion failure.
Store Away From UV and Dust
Return unused filament to an airtight bag or container to prevent dust contamination and UV exposure. While PP doesn’t require desiccant, clean storage extends spool life and prevents print quality issues from contamination.
Recognize Warping Symptoms
Corner lift, delamination, or part detachment from the bed are signs of inadequate PP bed adhesion. Re-apply PP adhesive, increase bed temperature to 85°C, add a brim, and ensure the enclosure is closed before restarting.
HOW IT COMPARES
FibreX™ PP+GF30 vs. Commonly Evaluated Alternatives
Buyers evaluating FibreX PP+GF30 typically compare against CarbonX PP+CF15 for a CF-reinforced polyolefin option, FibreX Nylon 12+GF30 for a GF composite with easier printing, and generic unfilled PP for a lower-cost but structurally inadequate baseline.
3DXTech / Rev1 Tech
3DXTech
3DXTech
Generic
3DXTECH QUALITY
Manufactured in Michigan. Certified to ISO 9001:2015.
Every spool of FibreX™ PP+GF30 is produced in-house at 3DXTech’s Grand Rapids, MI facility under ISO 9001:2015 certification. 30% high-modulus glass fiber compounded with PP resin, with full lot traceability throughout filament fabrication.
ISO 9001:2015 Certified
Production under a certified quality management system. Lot traceability and process controls throughout filament fabrication. Suitable for industrial, lab, and fluid-contact supply chains requiring documentation.
Made in Grand Rapids, MI
Filament extruded and wound in-house at 3DXTech’s Michigan facility. Direct factory quality control — not overseas commodity production. Open-platform 1.75mm — no proprietary cartridge or licensing.
Technical Data Sheet Available
Full processing parameters, mechanical properties, chemical resistance data, and electrical properties published in the FibreX™ PP+GF30 TDS. Available for download below.
RESOURCES
Downloads & Technical Support
Everything you need to qualify and print FibreX™ PP+GF30 with confidence.
WHY REV1 TECH
Authorized 3DXTech Reseller. Industrial AM Specialists.
Rev1 Technologies is an authorized 3DXTech reseller headquartered in Auburn Hills, MI, with direct technical expertise in high-performance FFF materials and the printers that run them.
Authorized Reseller
Every spool ships direct from the authorized channel. MAP pricing guaranteed. Single-channel license compliance — not a grey-market distributor.
Platform Expertise
Rev1 carries the industrial printers validated for PP-based composites. If you need guidance on PP bed adhesion setup, enclosure configuration, or which platform to pair with FibreX PP+GF30, our team has run them.
Pre-Sales Technical Support
Questions about PP bed adhesion, material selection for chemical resistance, or qualifying PP+GF30 for fluid-contact or lab applications? Contact Rev1 before you order — that conversation is free.
FREQUENTLY ASKED
FibreX™ PP+GF30 — Buyer Questions Answered
What is FibreX™ PP+GF30?
FibreX™ PP+GF30 is 3DXTech’s 30% chopped glass fiber reinforced polypropylene filament. Available in 1.75mm natural, it delivers 6,750 MPa tensile modulus, 139°C HDT, broad chemical resistance (acids, bases, alcohols), and the lowest density (1.12 g/cc) in the FibreX GF composite line. PP is non-hygroscopic — no drying required. A hardened steel nozzle and PP-specific bed surface are mandatory.
What temperatures does FibreX™ PP+GF30 require?
FibreX™ PP+GF30 requires an extruder temperature of 265°C and a bed temperature of 85°C. A heated enclosure is strongly recommended to reduce warping from PP’s semi-crystalline nature. All-metal hot end rated to 300°C+ is required. No drying is needed before printing.
Why does FibreX™ PP+GF30 require a PP-specific bed surface?
Polypropylene has inherently low surface energy — it does not bond to standard PEI, glass, or BuildTak surfaces. A PP-specific adhesive (Magigoo Pro PP), a dedicated PP build sheet, or PP-specific tape is required to achieve first-layer adhesion. This is the primary process hurdle for PP printing. Skipping PP bed preparation will result in adhesion failure and warping.
Why choose PP+GF30 over FibreX Nylon 12+GF30?
Choose PP+GF30 when chemical resistance to bases, alkalis, or solvents is required — Nylon 12 degrades in strong bases where PP excels. PP+GF30 is also lighter (1.12 vs. 1.23 g/cc), cheaper ($48 vs. $98/750g), and requires no drying. Choose Nylon 12+GF30 when higher HDT (150°C vs. 139°C), easier bed adhesion (standard Nylon surfaces), or UL 94 HB flame rating is required.
What applications use FibreX™ PP+GF30?
FibreX™ PP+GF30 is used in chemical-resistant enclosures and housings, lab trays and racks, fluid manifolds, water treatment components, lightweight structural panels, and industrial equipment exposed to acids, bases, or cleaning agents. The combination of 6,750 MPa stiffness, 139°C HDT, and broad chemical resistance fills a gap no other single filament covers at this price point.
Is FibreX™ PP+GF30 chemically resistant?
Yes — the PP matrix is resistant to dilute and concentrated acids, alkalis, alcohols, aqueous solutions, and detergents. This is PP’s key differentiator over GF-Nylon (which is susceptible to strong bases) and CF grades. Note: PP is susceptible to halogenated solvents (chloroform, methylene chloride) and aromatic hydrocarbons. Always consult the FibreX PP+GF30 TDS and test in your specific chemical environment before production use.
Does FibreX™ PP+GF30 need to be dried before printing?
No. Polypropylene is non-hygroscopic and does not absorb atmospheric moisture. FibreX PP+GF30 requires no pre-print drying cycle — open the spool and print. This is a significant workflow advantage over Nylon-based filaments that require 90°C/4hr drying before every session.
What spool sizes are available and what is in stock?
FibreX™ PP+GF30 is available in 750g ($48) which ships from stock. 1.75mm. Contact Rev1 to confirm availability and inquire about bulk quantities.