FIBREX ABS+GF10 • 3DXTECH • REV1 TECH
3DXTech FibreX™ ABS+GF10 Glass Fiber ABS for Stiff Low-Warp Printing -- 4,210 MPa TM · 105°C Tg · Electrically Insulating · Made in USA
Glass Fiber ABS for Stiff Low-Warp Printing — 4,210 MPa TM · 105°C Tg · Made in USA
3DXTech’s FibreX ABS+GF10 reinforces ABS with 10% chopped glass fiber — delivering roughly 2× the stiffness of standard ABS (4,210 MPa vs. ~2,100 MPa TM) while reducing the warp tendency of unfilled ABS. Electrically insulating (>10¹³ Ω/sq), acetone-smoothable, and lower-cost than CF variants. For structural ABS applications requiring dimensional stability without the brittleness of carbon fiber grades. Made in Grand Rapids, Michigan.
750g in stock. Contact Rev1 to confirm availability.

WHY FIBREX ABS+GF10
2× Stiffer Than Standard ABS. Less Warp. Same ABS Processability.
FibreX™ ABS+GF10 is 3DXTech’s 10% glass fiber reinforced ABS filament. GF10 loading roughly doubles the tensile modulus vs. standard ABS (4,210 MPa vs. ~2,100 MPa) and reduces ABS’s notorious warping behavior — glass fiber improves dimensional stability during cooling. Retains ABS’s inherent acetone smoothing capability. Electrically insulating (>10¹³ Ω/sq). Lower cost than CF grades. For structural, enclosure, and tooling applications where standard ABS is too soft or warpy, but CF brittleness is undesirable. Made in Grand Rapids, Michigan.
2× Stiffer Than Standard ABS
4,210 MPa tensile modulus vs. ~2,100 MPa for unfilled ABS. Glass fiber reinforcement delivers substantial structural improvement — same polymer family, dramatically stiffer result. For brackets, housings, and fixtures that standard ABS flexes under load.
Reduced Warping vs. Unfilled ABS
GF10 loading improves dimensional stability during cooling — glass fiber constrains the shrinkage differential that causes ABS warp. Not warp-free, but significantly more manageable than standard ABS, especially on larger flat parts. Heated enclosure still recommended.
Acetone-Smoothable ABS Surface
Retains the acetone vapor smoothing capability unique to ABS-family materials. Post-process printed parts to reduce layer lines and achieve a nearly injection-molded surface appearance — a capability unavailable with PLA, PETG, or Nylon grades.
Electrically Insulating (Unlike CF Grades)
Surface resistance >10¹³ Ω/sq. Glass fiber reinforcement preserves ABS’s electrical insulating properties — CF grades dramatically reduce resistivity. Critical for connector housings, ESD-sensitive tooling, and electrical enclosures.
PRINTING WITH FIBREX ABS+GF10
ABS+GF10 — Standard ABS Temperatures, Hardened Nozzle Required, Enclosure Recommended
FibreX ABS+GF10 processes at standard ABS temperatures (245°C extruder, 110°C bed) — no exotic hardware required. A hardened steel nozzle is mandatory (GF abrasion). A heated enclosure is strongly recommended to control the ABS warping tendency. Ensure adequate ventilation — ABS produces styrene off-gas. Dry at 80°C for 4 hours before printing.
- Extruder Temp 245°C — all-metal hot end recommended
- Bed Temp 110°C — PEI, glass, or ABS-compatible build surface
- Chamber Temp Enclosure recommended — helps control ABS warp; GF reduces but does not eliminate warping tendency
- Nozzle Hardened steel ≥0.4mm — MANDATORY. Glass fiber is abrasive and will wear brass nozzles.
- Drying 80°C / 4 hr minimum before printing — ABS absorbs less moisture than Nylon but pre-drying improves print quality
- ⚠ Ventilation ABS produces styrene during printing. Ensure adequate ventilation or use an enclosed printer with exhaust filtration. Do not print in enclosed unventilated spaces without an activated carbon filter system.
- ⚠ Nozzle Warning Hardened nozzle is non-negotiable. Glass fiber is abrasive — a standard brass nozzle will show wear. Use hardened steel, ruby, or sapphire nozzle. 0.4mm minimum diameter — small nozzles are more prone to GF bridging.
THERMAL DATA
105°C Tg — ABS Matrix with GF10 Dimensional Stability Enhancement
Four thermal milestones defining FibreX™ ABS+GF10’s operating envelope — verified against 3DXTech FibreX ABS+GF10 TDS.
Tg of the ABS matrix. GF10 reinforcement contributes to dimensional stability above Tg by constraining the amorphous polymer matrix. Suitable for service in elevated-temperature environments typical of automotive and industrial use cases below 100°C.
HDT at 0.45 MPa (ISO 75). GF10 loading elevates the HDT above unfilled ABS, enabling sustained load-bearing at temperatures up to ~95°C continuously. Not a high-temp material — select FibreX Nylon grades for sustained high-temperature service above 100°C.
Standard ABS extrusion temperature per 3DXTech TDS. No exotic hot end required — any printer capable of 250°C with a hardened nozzle can run ABS+GF10. Significantly lower process temperature than FibreX Nylon or PEEK grades.
Pre-dry at 80°C for 4 hours before printing. ABS absorbs less moisture than Nylon, but pre-drying eliminates potential print quality issues from absorbed ambient humidity. Lower drying requirement than GF Nylon grades (90°C / 4 hr).
ELECTRICAL INSULATION & CHEMICAL COMPATIBILITY
Electrically Insulating. Acetone-Compatible. Standard ABS Chemical Profile.
FibreX™ ABS+GF10’s glass fiber reinforcement preserves ABS’s electrical insulating properties — surface resistance >10¹³ Ω/sq. Unlike CF grades which are conductive, GF10 maintains full insulation for connector and electronic enclosure applications. ABS is acetone-soluble — use this for post-process vapor smoothing or adhesive bonding. ABS is resistant to dilute acids and alkalis but attacked by aromatic solvents, ketones, and esters — confirm compatibility before fluid-contact use.
Note: ABS is attacked by aromatic solvents (toluene, MEK), chlorinated solvents, esters, and concentrated acids. Verify compatibility before fluid-contact applications. Consult 3DXTech FibreX ABS+GF10 TDS for complete chemical resistance data. Acetone dissolves ABS — use this property intentionally for vapor smoothing or solvent bonding, not for solvent-exposure applications.
SPECIFICATIONS
FibreX™ ABS+GF10 — Full Technical Data
Source: 3DXTech FibreX ABS+GF10 TDS. ISO-standard test specimens. 1.75mm filament.
Material Properties
| Polymer | ABS + 10% Glass Fiber (GF10) |
| Diameter | 1.75mm |
| Color | Natural |
| Glass Transition (Tg) | 105°C |
| HDT (0.45 MPa, ISO 75) | 98°C |
| Surface Resistance | >10¹³ Ω/sq (electrically insulating) |
| Tensile Strength | 68 MPa (ISO 527) |
| Tensile Modulus | 4,210 MPa (ISO 527) |
| Flexural Strength | 70 MPa (ISO 178) |
| Flexural Modulus | 4,420 MPa (ISO 178) |
| Elongation at Break | 2% (ISO 527) |
| Density | 1.15 g/cm³ (ISO 1183) |
Print Parameters
| Extruder Temp | 245°C |
| Bed Temp | 110°C |
| Enclosure | Recommended — reduces ABS warp |
| Drying Protocol | 80°C / 4 hr minimum |
| Nozzle | Hardened steel ≥0.4mm (MANDATORY) |
| Ventilation | Required — ABS styrene off-gas |
Availability
| Spool Sizes (Available) | 750g (in stock) |
| 750g Price | $55 |
| Lead Time | Varies — contact Rev1 to confirm |
| Quality Standard | ISO 9001:2015 Certified |
| Origin | Grand Rapids, MI, USA |
SPOOL SELECTION
750g In Stock.
FibreX™ ABS+GF10 is available in 750g (1.75mm). In stock — contact Rev1 to confirm.
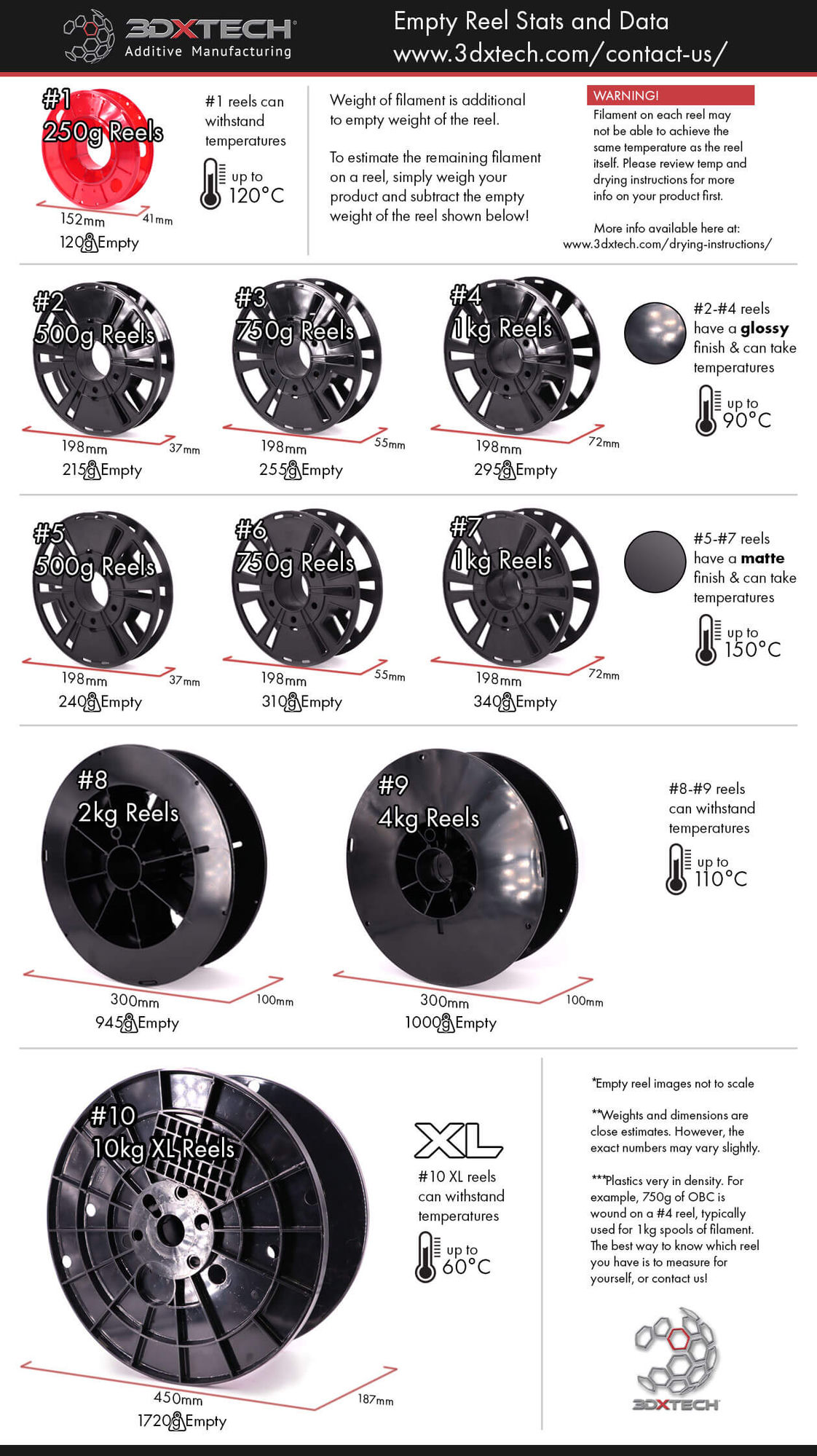
- Reel #1 — 152mm dia., 41mm wide
- Standard entry size
- Ships from stock
PRINT QUALITY
Structural ABS Parts with Reduced Warp and Improved Stiffness
FibreX™ ABS+GF10 produces parts with the familiar ABS surface finish character, improved dimensional accuracy vs. standard ABS, and significantly increased stiffness under load. Natural color enables visual inspection. Post-process with acetone vapor smoothing for near-injection-molded surface quality.

COMPATIBLE PLATFORMS
Prints on Most Enclosed ABS-Capable Printers with a Hardened Nozzle
FibreX ABS+GF10 extrudes at 245°C — standard ABS temperatures, no exotic hardware required. A hardened steel nozzle (GF abrasion) and a heated enclosure (warp control) are the primary requirements. Any open-platform printer meeting these can run ABS+GF10.
CreatBot F160-PEEK
Industrial enclosed platform with heated chamber and dual all-metal hot ends. ABS+GF10 compatible. Enclosure prevents ABS warp on complex geometries. Rev1’s recommended entry-level industrial choice for glass fiber ABS.
Rev1 RecommendedCreatBot F430
Quad-nozzle large-format industrial printer with heated build chamber. ABS+GF10 compatible. Supports large structural ABS parts and multi-material configurations with support material for complex geometries.
Rev1 RecommendedCreatBot PEEK-300
300mm build volume, 420°C hot end rating, 200°C heated chamber. Significant overspec for ABS+GF10, but a capable platform for large enclosed ABS structural parts where warp control is critical.
Rev1 RecommendedAny Enclosed ABS-Capable Printer
Minimum: 250°C+ capable hot end • 110°C heated bed • Heated enclosure (strongly recommended) • Hardened steel nozzle ≥0.4mm (MANDATORY for GF) • Adequate ventilation.
WHERE IT WORKS
Where GF-Reinforced ABS Outperforms Standard ABS and CF Grades
When you need ABS stiffness improvement without CF brittleness or conductivity — FibreX ABS+GF10 fills the gap. Better dimensional stability than standard ABS, more ductile than CF grades, electrically insulating, and acetone-smoothable for cosmetic applications.
Structural Enclosures & Housings
Electronic and mechanical housings requiring stiff walls with reduced warp on large flat surfaces. 4,210 MPa TM resists flex under mounting load. Electrically insulating like standard ABS — safe for internal electronics. Acetone-smoothable for cosmetic quality.
Jigs, Fixtures & Production Tooling
Repeatably dimensioned jigs and fixtures where standard ABS creeps under clamp load. GF10 stiffness improvement means less deflection at standard print-room temperatures. Lower cost than PEEK or Nylon GF alternatives for tooling that operates below 90°C.
Electrical Insulation Components
Spacers, terminal holders, connector bodies, and high-voltage isolation components requiring structural stiffness without conductivity. CF grades (CarbonX ABS+CF) are conductive — disqualified for these applications. GF10 preserves >10¹³ Ω/sq insulation.
Consumer Product Prototyping
Functional prototypes requiring ABS-like surface finish, improved rigidity vs. standard ABS, and post-process smoothing. Acetone vapor treatment closes layer lines for near-injection-molded appearance. Lower material cost than specialty high-temp grades.
Automotive & Industrial Brackets
Under-hood brackets, ducting mounts, and structural clips requiring ABS chemical resistance and 98°C HDT. Standard ABS flexes under fastener load — GF10 stiffness improvement maintains clamp geometry under sustained bolt load.
Educational & Lab Equipment
Lab-grade instrument housings, optical mounts, and equipment enclosures requiring ABS compatibility with improved rigidity. Lower process temperatures and standard ABS print parameters make GF10 accessible on most enclosed academic and prototyping platforms.
MATERIAL CARE
ABS Needs an Enclosure. GF Needs a Hardened Nozzle. Both Are Non-Negotiable.
ABS+GF10 has more forgiving storage requirements than Nylon grades, but consistent process discipline eliminates the two main failure modes: ABS warp (enclosure) and nozzle wear (hardened steel). Follow these steps for reliable results.
Pre-Dry Before Printing
80°C / 4 hours minimum. ABS absorbs less moisture than Nylon, but pre-drying eliminates potential print quality variation from ambient humidity exposure. Lower drying temperature than Nylon GF grades.
Use a Heated Enclosure
ABS warps due to differential cooling — enclosure maintains print chamber temperature and dramatically reduces first-layer peel and corner lift. GF10 reduces but does not eliminate this behavior. Enclosure use is strongly recommended.
Store Sealed With Desiccant
Return unused filament to an airtight bag or container with fresh desiccant after printing. Long-term storage in original sealed packaging is acceptable. ABS is less hygroscopic than Nylon — but sealed storage remains best practice.
Ensure Ventilation During Printing
ABS produces styrene off-gas at printing temperatures. Do not print in unventilated enclosed spaces. Use an enclosed printer with exhaust port and activated carbon filtration, or ensure adequate fresh air exchange in the print environment.
HOW IT COMPARES
FibreX™ ABS+GF10 vs. Commonly Evaluated Alternatives
Buyers evaluating FibreX ABS+GF10 typically compare against CarbonX ABS+CF for a stiffer CF option, standard ABS for the lower-cost baseline, and FibreX PA6+GF30 for a higher-HDT GF alternative in a different base polymer.
3DXTech / Rev1 Tech
3DXTech
Generic
3DXTech
3DXTECH QUALITY
Manufactured in Michigan. Certified to ISO 9001:2015.
Every spool of FibreX™ ABS+GF10 is produced in-house at 3DXTech’s Grand Rapids, MI facility under ISO 9001:2015 certification. 10% chopped glass fiber compounded with ABS resin, with full lot traceability throughout filament fabrication.
ISO 9001:2015 Certified
Production under a certified quality management system. Lot traceability and process controls throughout filament fabrication. Suitable for industrial, automotive, and precision tooling supply chains.
Made in Grand Rapids, MI
Filament extruded and wound in-house at 3DXTech’s Michigan facility. Direct factory quality control — not overseas commodity production. Natural color for visual inspection and part traceability.
Technical Data Sheet Available
Full processing parameters, mechanical properties, electrical properties, and chemical compatibility data published in the FibreX™ ABS+GF10 TDS. Available for download below.
RESOURCES
Downloads & Technical Support
Everything you need to qualify and print FibreX™ ABS+GF10 with confidence.
WHY REV1 TECH
Authorized 3DXTech Reseller. Industrial AM Specialists.
Rev1 Technologies is an authorized 3DXTech reseller headquartered in Auburn Hills, MI, with direct technical expertise in high-performance FFF materials and the printers that run them.
Authorized Reseller
Every spool ships direct from the authorized channel. MAP pricing guaranteed. Single-channel license compliance — not a grey-market distributor.
Platform Expertise
Rev1 carries the industrial printers validated for glass fiber ABS. If you need guidance on which platform to match with FibreX ABS+GF10, our team has run them.
Pre-Sales Technical Support
Questions about print settings, printer selection, or qualifying ABS+GF10 for structural, electrical insulation, or tooling applications? Contact Rev1 before you order — that conversation is free.
FREQUENTLY ASKED
FibreX™ ABS+GF10 — Buyer Questions Answered
What is FibreX™ ABS+GF10?
FibreX™ ABS+GF10 is 3DXTech’s 10% chopped glass fiber reinforced ABS filament. Available in 1.75mm, it delivers 4,210 MPa tensile modulus (roughly 2× standard ABS), a 105°C glass transition temperature, reduced warp vs. unfilled ABS, electrical insulation (>10¹³ Ω/sq), and retains ABS’s acetone smoothing capability. A hardened steel nozzle is mandatory — GF is abrasive and will wear brass nozzles.
What temperatures does FibreX™ ABS+GF10 require?
FibreX™ ABS+GF10 requires an extruder temperature of 245°C and a bed temperature of 110°C per the 3DXTech TDS. A heated enclosure is strongly recommended to control ABS warp. Dry at 80°C for 4 hours minimum before printing. Standard ABS-capable hardware is sufficient — no exotic high-temperature hot end required.
Why does FibreX™ ABS+GF10 need a hardened steel nozzle?
Glass fiber is abrasive. A standard brass nozzle will show measurable wear when printing GF-loaded filaments. Hardened steel, ruby-tipped, or sapphire nozzles all work. 0.4mm minimum diameter — smaller nozzles are more prone to GF bridging and clogging. The hardened nozzle requirement applies to all GF and CF filaments regardless of base polymer.
How does ABS+GF10 compare to CarbonX ABS+CF?
CarbonX ABS+CF delivers higher stiffness (~7,000 MPa TM vs. 4,210 MPa) but is electrically conductive — disqualifying it for connector, housing, and ESD-sensitive applications. ABS+GF10 maintains >10¹³ Ω/sq insulation. GF10 also has higher elongation than CF grades (less brittle), making it more impact-tolerant. Both print at similar temperatures and process on the same hardware.
Does glass fiber actually reduce ABS warping?
Yes. Glass fiber constrains the shrinkage differential in the ABS matrix during cooling, reducing — but not eliminating — the warp tendency inherent to ABS. GF10 is a meaningful improvement over standard ABS warp behavior, particularly on larger flat geometries. A heated enclosure remains strongly recommended for reliable dimensional results.
Can FibreX™ ABS+GF10 be acetone-smoothed?
Yes. ABS+GF10 retains the acetone solubility of the ABS base resin. Acetone vapor smoothing closes layer lines for near-injection-molded surface quality — a post-processing capability unavailable with PLA, PETG, Nylon, or PEEK grades. Use appropriate chemical safety precautions with acetone vapor — flammable and toxic by inhalation.
What applications use FibreX™ ABS+GF10?
FibreX™ ABS+GF10 is used in structural electronic enclosures (insulating, stiff walls), electrical connector housings (insulating, no CF conductivity), production jigs and fixtures (reduced warp, improved stiffness), automotive brackets and clips (98°C HDT, ABS chemical resistance), functional prototypes requiring acetone-smoothable finish, and educational/lab equipment housings.
What spool sizes are available and what is in stock?
FibreX™ ABS+GF10 is available in 750g ($55) which ships from stock. 1.75mm. Contact Rev1 for bulk or volume pricing.