3DXTech 3DXSTAT EMI-PETG EMI-Shielding PETG — Print Your Own RF Enclosures
EMI-Shielding PETG — Print Your Own RF Enclosures

3DXSTAT EMI-PETG is an EMI-shielding PETG 3D printing filament that lets you print electronics enclosures and parts which attenuate electromagnetic interference — with measured shielding effectiveness across the 1–8.5 GHz range and a focus on the crowded 5–8 GHz band. It prints with the ease, durability and low warp of standard PETG, and is made in the USA at 3DXTech’s ISO 9001:2015 facility. Full specifications →
In stock in the USA — ships from Rev1. Need print settings, an EMI application review, or volume pricing? Call (248) 707-2950.
An Authorized 3DXTech Reseller in the USA.
Rev1 Technologies is an authorized 3DXTech reseller supplying genuine, USA-made 3DXSTAT and high-performance filaments to engineers and manufacturers across the United States. Application review, print-settings support, Klarna financing, and US-based phone and video support are delivered from Auburn Hills, Michigan.
Print the shield, not just the box.
Most enclosures printed in standard plastic are invisible to radio-frequency energy — they keep dust out, but do nothing to contain or block electromagnetic interference. 3DXSTAT EMI-PETG changes that. It is a PETG filament loaded to attenuate electromagnetic signals, so the enclosure you print becomes part of the EMI solution rather than an empty housing that still needs a metal can or conductive coating bolted in afterward. You get measurable shielding effectiveness across a broad 1–8.5 GHz sweep — with particular benefit in the crowded 5–8 GHz band where Wi-Fi, radar and high-speed digital noise live — while keeping everything engineers like about PETG: easy printing, low warp, good layer adhesion and real impact resistance. And because 3DXTech extrudes it in Michigan under an ISO 9001:2015 system, every spool is consistent and traceable. Here is what makes it worth loading.
Independent test data shows shielding effectiveness up to roughly 10 dB across 1–8.5 GHz, rising with infill density — printed parts that actually attenuate RF.
Prints like the PETG you already know — low, near-isotropic shrinkage, minimal warping, strong layer adhesion and low odor. No exotic process window.
Extruded and wound at 3DXTech’s 68,000 ft² Grand Rapids facility under ISO 9001:2015 — consistent, traceable, not overseas commodity stock.
Keeps PETG’s durability and impact resistance, so functional enclosures and brackets survive handling, mounting and field use.
The 750 g reel fits popular automated material systems — Bambu AMS, Creality CFS and Anycubic ACE Pro — for hands-off multi-spool printing.
Authorized 3DXTech reseller with US warehouse stock, genuine filament, print-settings help and EMI application guidance.
Shielding you can measure, across the band.
Real attenuation, not a marketing claim.
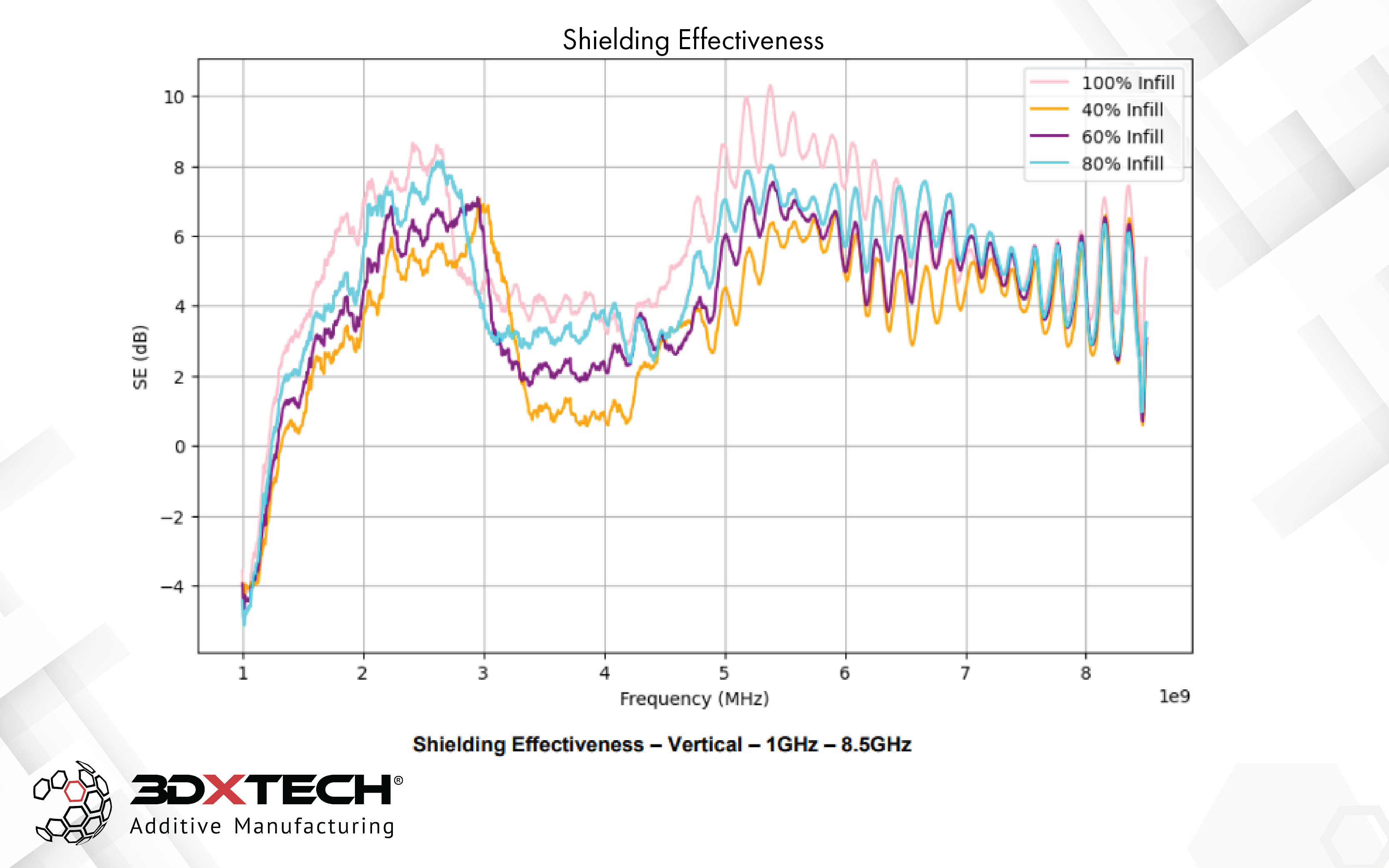
3DXTech’s test data plots shielding effectiveness (SE) in decibels across a 1–8.5 GHz sweep. Peak SE reaches roughly 10 dB at 100% infill, with the strongest performance in the 5–8 GHz region.
Shielding effectiveness measures how much a material attenuates an electromagnetic field — every decibel is real reduction in transmitted energy, and the scale is logarithmic, so even single-digit dB figures meaningfully cut radiated and received noise. The chart shows EMI-PETG holding positive shielding across most of the 1–8.5 GHz sweep, climbing into the mid-single-digits through the 2 GHz region and peaking near 10 dB in the 5–6 GHz band where Wi-Fi 5/6, automotive radar and fast digital harmonics concentrate. That makes it a practical choice for knocking down emissions from a noisy board, or for keeping outside interference from reaching a sensitive sensor — printed, not machined or coated. It is not a substitute for a sealed die-cast can in a certification-critical RF chain, and 3DXTech is candid that performance varies with frequency; what it offers is genuine, repeatable attenuation from a part you can design and print in-house in a day.
More infill, more shielding — in any orientation.
Tune shielding with your slicer.
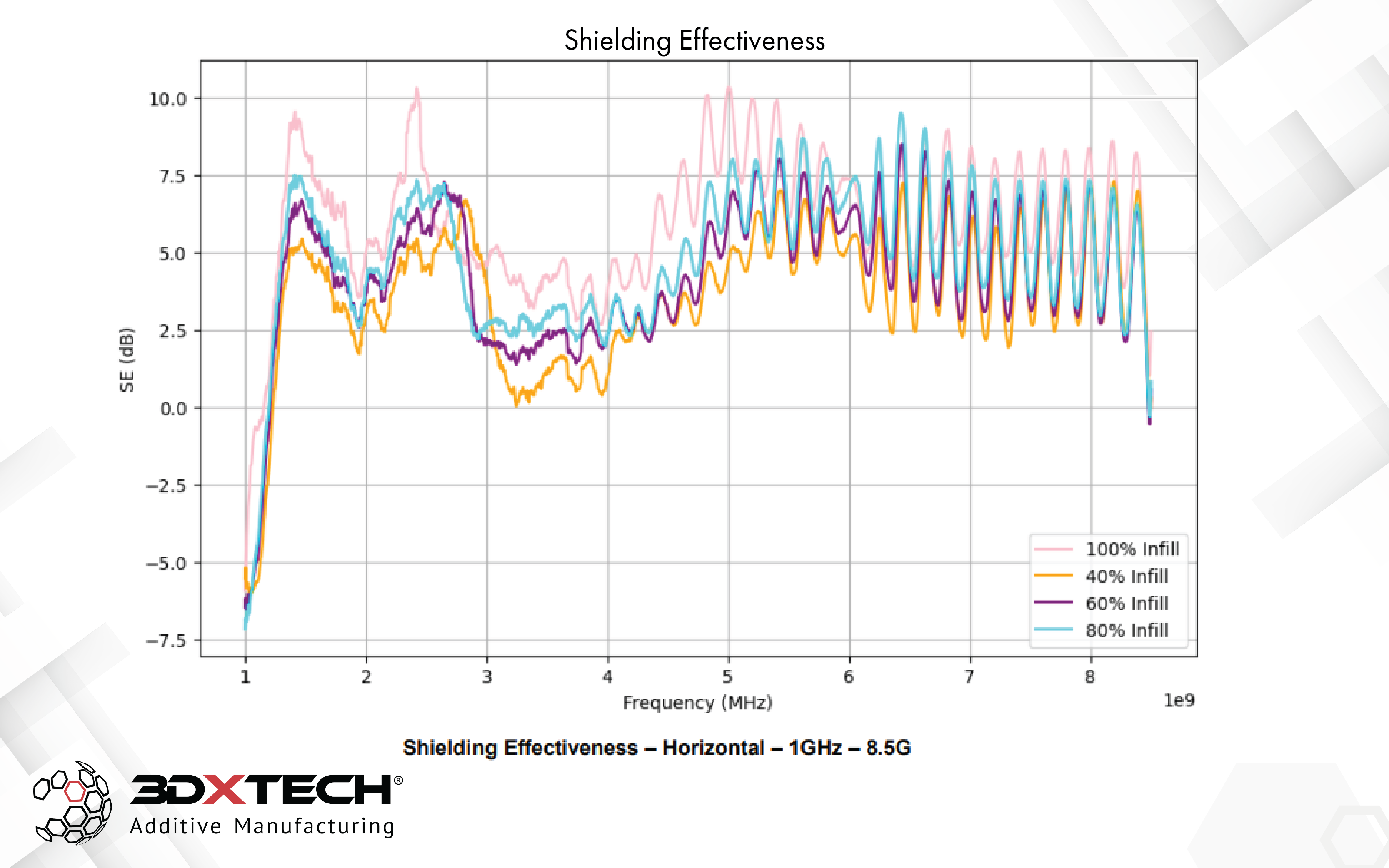
3DXTech tested both vertical and horizontal field orientations at 40%, 60%, 80% and 100% infill. Across both, denser infill consistently raises shielding effectiveness.
One of the most useful things about a printed shield is that you control the variable that matters most: density. The horizontal-orientation data mirrors the vertical results — shielding is broadly consistent regardless of how the field meets the wall — and in both, the 100% and 80% infill samples sit above the 60% and 40% curves nearly everywhere across the band. That gives an engineer a real design lever: print non-critical surfaces lighter to save material and time, then drive walls that face a noise source to full density for maximum attenuation, all from the same spool and the same slicer. It also means you can iterate cheaply — print a 60% prototype to check fit, then bump infill for the production part — instead of redesigning around a fixed sheet-metal shield. Pair denser infill with solid walls and overlapping seams and you get the best of what the material can do.
Tested honestly, documented openly.
Four infill levels, like-for-like.
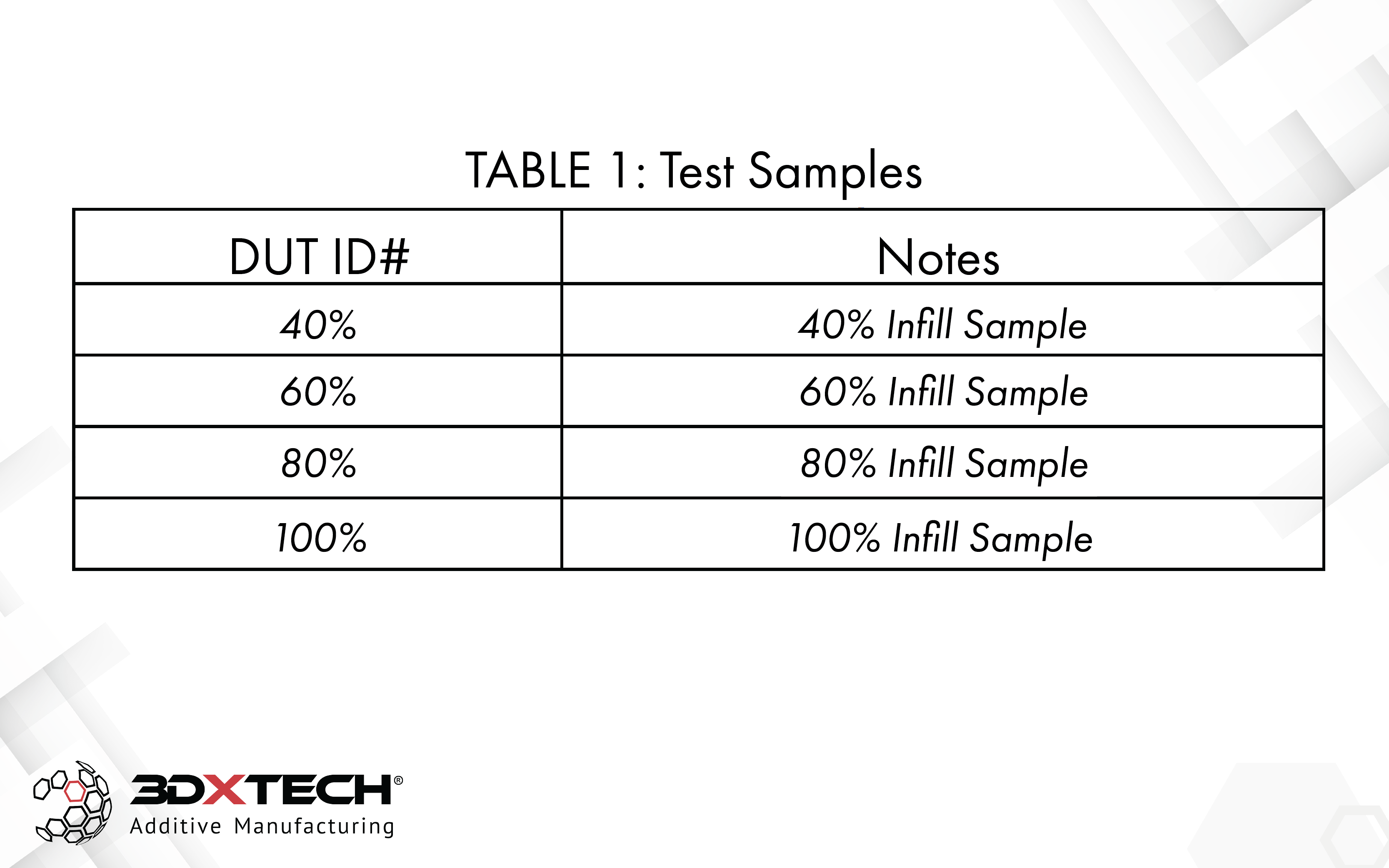
The shielding study used four device-under-test samples — 40%, 60%, 80% and 100% infill — so the effect of density is isolated and the results are directly comparable.
Credible EMI numbers depend on a clear test setup, and 3DXTech publishes theirs: identical sample geometry printed at four infill densities, then swept for shielding effectiveness in both orientations. Holding everything constant except infill is what lets you read the charts as a genuine design relationship rather than a single hero number. For your own parts, the takeaway is to treat the published curves as a guide and validate the specific geometry that matters to you — wall thickness, seam placement and any apertures (vents, connectors, cable pass-throughs) all affect real-world shielding, because RF leaks through gaps far more than through solid walls. Rev1 can help you interpret the data for your application and, where it matters, point you toward independent verification before you commit a design.
A 750 g reel built for automated printing.
Drops straight into your AMS.
EMI-PETG ships on a 750 g, 1.75 mm reel sized to fit popular automated material systems — Bambu AMS, Creality CFS and Anycubic ACE Pro — so it loads into a multi-material workflow without adapters.
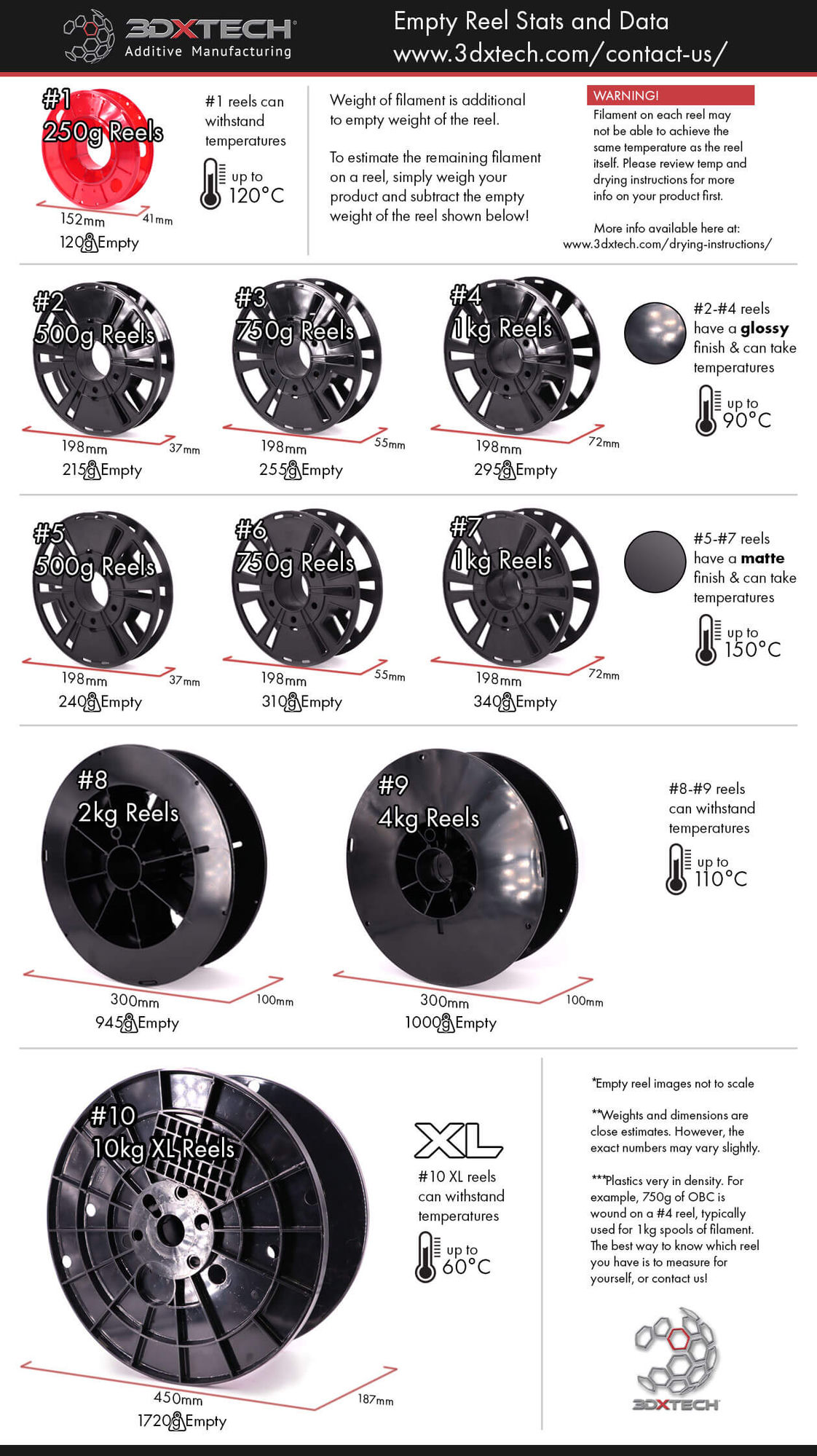
The 750 g reel is a deliberate size: large enough for real enclosure work, but dimensioned (roughly 198 mm outer diameter on the 3DXTech reel) to seat in the automated material systems most shops now run. That matters for an EMI material because shielding parts are often one component in a larger multi-material job — print the housing in EMI-PETG and the cosmetic shell or gaskets in another filament, in a single unattended run. Standard 1.75 mm diameter means no hardware changes, and the 3DXTech reel-stats chart lets you estimate remaining filament by weight. Keep the spool dry — PETG absorbs far less moisture than ABS, but a quick 65°C dry restores any reel that has sat open.
Functional shielding, with PETG manners.
A process window you already run.
Print at 230–260°C with a 70–90°C bed — no heated chamber required. Its amorphous structure gives low, near-isotropic shrinkage, so parts come out dimensionally honest.
EMI-PETG is engineered so that adding shielding does not cost you printability. It runs in the same temperature window as ordinary PETG, needs no enclosure or chamber heat, and absorbs about three times less moisture than ABS — with very low odor while printing. Because it is filled, run a hardened-steel nozzle (0.4 mm or larger) to resist abrasion, use a layer height of 0.25 mm or more for reliable flow, and dry the spool at 65°C for about four hours if it has been exposed. The reward is the PETG behavior engineers rely on — strong layer bonding, minimal warp and good impact toughness — in a part that also attenuates EMI. In practice that means you can move an enclosure from concept to a functional, shielding prototype on equipment you already own, then iterate the design the same afternoon. Rev1 can share a validated starting profile for the printer you run.
Where a printed shield earns its place.
EMI-PETG is for the parts where electromagnetic interference is a design constraint, not an afterthought — anywhere you would otherwise add a metal can, conductive paint or a foil wrap to a printed housing. Because you print the shielding in, you can prototype and produce these parts in-house, on the printers you already run.
Housings for boards, modules and instruments that need to contain their own emissions or keep external noise out — printed to fit, with shielding built into the walls.
Shrouds and partitions for Wi-Fi, radar and high-speed digital hardware operating in the 5–8 GHz band, where EMI-PETG shields best.
Quick, low-cost shielded test fixtures and prototype enclosures for EMC pre-compliance work — iterate geometry before committing to tooled metal.
Custom backshells, cable shrouds and pass-through covers that reduce leakage at the gaps where shielding is usually weakest.
Protective housings for sensitive sensors and measurement gear that must reject ambient interference to read cleanly.
Lightweight electronics bays for drones and robots where impact resistance, low warp and EMI control all matter at once.
Made in Michigan. Certified to ISO 9001:2015.
3DXTech manufactures every spool in-house at its 68,000 ft² facility in Grand Rapids, Michigan — not rebranded overseas commodity filament. For an engineered material like EMI-PETG, that in-house control is what keeps shielding behavior and printability consistent from reel to reel.
Production under a certified quality management system, with process controls and lot traceability throughout filament fabrication.
Extruded and wound in-house at 3DXTech’s 68,000 ft² Michigan facility — direct factory quality control, USA-made.
3DXTech specializes in difficult, end-use materials — from high-temp PEEK and PEI to ESD-safe and EMI-shielding compounds like this one.
How EMI-PETG compares.
| Property | 3DXSTAT EMI-PETG | Standard PETG | Carbon-fiber PETG |
|---|---|---|---|
| EMI shielding | Yes — up to ~10 dB SE, 1–8.5 GHz | None | Minimal / inconsistent |
| Ease of printing | PETG-easy, no chamber | Easy | Moderate (abrasive) |
| Impact resistance | High (PETG base) | High | Lower / more brittle |
| Nozzle | Hardened steel ≥0.4 mm | Brass OK | Hardened steel |
| Made in USA | Yes — ISO 9001:2015 | Varies | Varies |
| Approx. price (750 g) | $115 | ~$25–40 | ~$45–70 |
EMI-PETG shielding figures are from 3DXTech published test data (varies with frequency and infill); the standard-PETG and carbon-fiber-PETG columns are typical category ranges and vary by brand. EMI-PETG’s distinction is genuine, documented RF attenuation in an easy-printing, impact-resistant, USA-made PETG — a capability the commodity filaments simply do not offer. Validate against your specific geometry and frequencies before relying on it in a certification-critical chain.
3DXSTAT EMI-PETG Technical Data
RESOURCES
Datasheets & Print Support
Everything you need to qualify, slice and print EMI-PETG with confidence.
WHY REV1 TECH
Authorized 3DXTech Reseller. Industrial Materials Specialists.
Rev1 Technologies is an authorized 3DXTech reseller headquartered in Auburn Hills, MI, with hands-on expertise in high-performance and functional filaments.
Rev1 Technologies serves engineers, electronics teams and manufacturers across the USA. We don’t just ship spools — we help you interpret the shielding data, dial in the profile, and qualify EMI-PETG for your part on genuine, USA-made 3DXTech filament.
EMI-PETG questions.
How much EMI shielding does EMI-PETG actually provide?
3DXTech’s published test data shows shielding effectiveness (SE) up to roughly 10 dB across a 1–8.5 GHz sweep, with the strongest performance in the 5–8 GHz band and the highest values at 100% infill. SE is logarithmic, so single-digit dB figures still meaningfully reduce transmitted energy. Performance varies with frequency, infill and geometry — validate your specific part for critical applications.
Does more infill really improve shielding?
Yes. 3DXTech tested 40%, 60%, 80% and 100% infill in both vertical and horizontal orientations, and denser infill consistently raised shielding effectiveness across the band. That gives you a design lever: print walls facing a noise source at high infill for maximum attenuation, and lighten non-critical areas to save time and material.
Is it hard to print?
No — it prints like standard PETG. Extrude at 230–260°C with a 70–90°C bed, no heated chamber required. Its amorphous structure gives low, near-isotropic shrinkage with minimal warping, strong layer adhesion and low odor. Because it is filled, use a hardened-steel nozzle (0.4 mm or larger) and a layer height of 0.25 mm or more.
What printers and AMS systems is it compatible with?
It ships on a 750 g, 1.75 mm reel sized to fit popular automated material systems — Bambu AMS, Creality CFS and Anycubic ACE Pro — and runs on any 1.75 mm printer that reaches PETG temperatures with a hardened nozzle. No hardware changes are needed.
What is it used for?
Electronics enclosures, RF and wireless component shrouds, prototype Faraday enclosures for EMC pre-compliance, connector and cable backshells, and sensor or instrument housings — anywhere you would otherwise add a metal can, conductive coating or foil to a printed part. You print the shielding in instead.
Can it replace a metal shield for certification?
Treat it as a strong, printable shielding solution rather than a drop-in replacement for a sealed die-cast can in a certification-critical RF chain. It delivers genuine, repeatable attenuation and is excellent for prototyping, pre-compliance and many production parts — but apertures, seams and wall design affect real-world results, so validate critical designs. Rev1 can advise and point you to independent verification where needed.
Where is it made?
In the USA — 3DXTech extrudes and winds every spool in-house at its 68,000 ft² facility in Grand Rapids, Michigan, under an ISO 9001:2015 quality management system with lot traceability. It is engineered filament, not rebranded overseas commodity stock.
How should I store it?
Keep it sealed and dry. PETG absorbs far less moisture than ABS, but if a reel has sat open, dry it at 65°C for about four hours to restore clean extrusion. The 3DXTech reel-stats chart also lets you estimate remaining filament by weight.
How does Rev1 support the purchase?
As an authorized 3DXTech reseller, Rev1 ships genuine USA-made filament from a US warehouse, provides validated print profiles, helps you interpret the shielding data for your application, and can run a sample print before you commit. Volume pricing and Klarna are available for larger orders.