CreatBot PEEK-250 High-Temperature Industrial 3D Printer
High-Temperature Industrial 3D Printer
A desktop-footprint ultra-high-temperature 3D printer built for PEEK, PEI/ULTEM, PEKK, PPSU and carbon-fiber composites — where a 200°C actively heated chamber matters as much as a 480°C nozzle. Full specifications →
Rev1 validates application fit, material requirements, and facility readiness before purchase. Only authorized CreatBot service provider in the USA.
The Only Approved CreatBot Service Provider in the USA.
Rev1 Technologies is the sole CreatBot Authorized Service Provider in the United States and a certified CreatBot Premium Distributor. Phone and video support, application consultation, parts, and engineering guidance are delivered from Auburn Hills, Michigan — call (248) 707-2950 or email (248) 707-2950.


Built around the hard part of PEEK: heat control.
Most "high-temperature" printers chase a hotter nozzle. The melt was never the problem — holding the whole part above its glass-transition temperature while it prints is. PEEK has a glass transition near 143°C and only crystallizes properly when the surrounding air stays hot enough for long enough; let it cool too fast and the polymer freezes amorphous, warps off the bed, and cracks between layers. The PEEK-250 is engineered around a 200°C actively heated chamber, so semi-crystalline polymers like PEEK and PEKK cool slowly and evenly across the whole build, producing parts that hold their dimensions and reach their published mechanical strength instead of looking right but failing under load.
A genuinely heated cavity — not a passively warm enclosure — keeps PEEK and PEI above their crystallization window for the full build.
A silicon-carbide hot end reaches the melt point of every common engineering polymer below 500°C, including carbon- and glass-filled grades.
A 200°C build plate locks the first layers down so tall, high-stress PEEK geometries stay adhered through hours of printing.
CreatBot states the aviation-grade outer cover stays below 40°C after five hours with the chamber at 180°C — safe on a shop floor.
The cavity reaches 180°C in roughly twenty minutes, so high-temp jobs start sooner instead of soaking for an hour.
A PCB-aluminum and PEEK build board holds 0.05mm natural flatness — 0.1mm even with the chamber at 180°C — with no leveling required.
A 200°C chamber, circulated 360° for even crystallization.

Even heat from every direction, not just the bed.
A dedicated spoiler device circulates hot air through the full cavity so the part crystallizes uniformly instead of relying on radiant heat from the platform alone.
CreatBot positions the PEEK-250 as the world’s first desktop-class machine with a maximum hot chamber of 200°C. Three layers of insulation plus active air cooling hold that temperature steadily while keeping the surrounding electronics and the outer cover within safe limits. The difference matters: a passively warm enclosure that drifts between 60°C and 90°C cannot keep a tall PEEK wall above its crystallization window, so the top of the part cools differently from the base and the whole geometry distorts. A driven, circulated 200°C cavity treats the first layer and the last layer to the same thermal history.
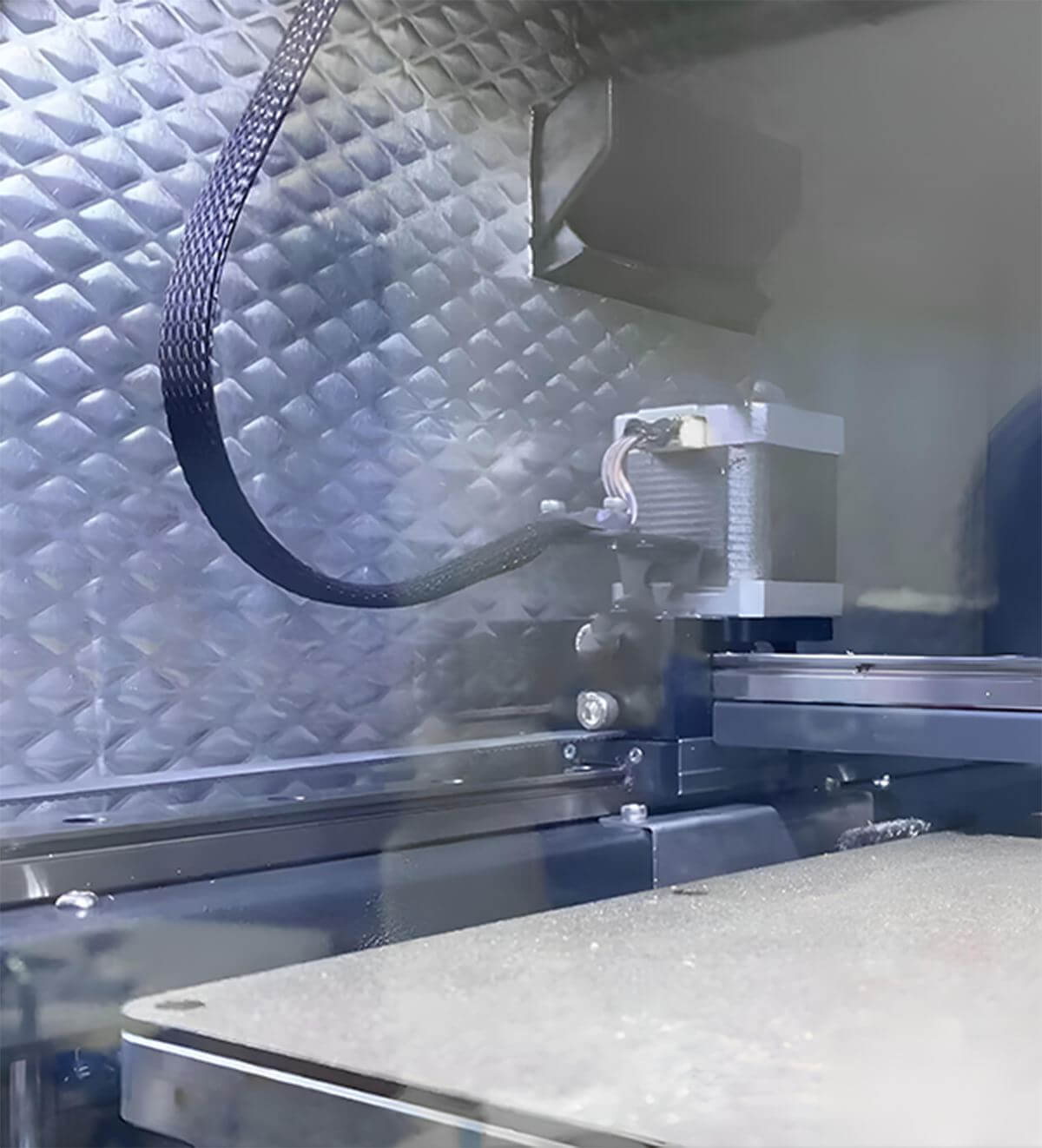
A 480°C silicon-carbide hot end built for abrasive polymers.
High torque that survives carbon and glass fiber.
A double-tooth, direct-drive feed paired with a die-cast silicon-carbide nozzle delivers the grip and wear resistance that CF- and GF-reinforced PEEK demand.
Rated to 480°C, the hot end melts essentially every engineering filament below 500°C. A water-cooling and heat-isolation loop keeps the cold side stable even with a 200°C chamber underneath it, and the nozzle can be swapped in about thirty seconds for material changeovers.
A flat, 200°C platform that needs no leveling.
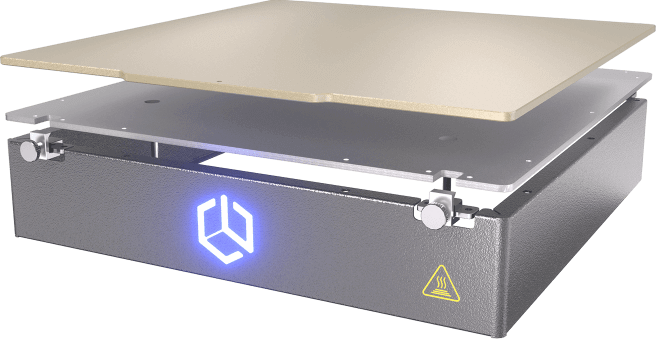
Adhesion that holds under chamber load.
An aviation-grade ultra-flat substrate with a PCB-aluminum and PEEK board keeps the first layer planted while the chamber bakes the part at temperature.
Natural flatness is 0.05mm, and the plate still holds 0.1mm with the chamber at 180°C. Because flatness is built in, the PEEK-250 needs no manual or automatic leveling — one less heat-sensitive sensor to fail in a 200°C environment.
Anneal the part without lifting it off the bed.
In-machine annealing, no separate furnace.
After the print finishes, the part stays clamped to the platform while the chamber runs a controlled high-temperature annealing schedule.
Removing a PEEK or PEI part and reheating it in a separate oven invites exactly the warping and internal stress the chamber just prevented — the part relaxes unevenly as it is handled and re-soaked. Holding it clamped to the platform and annealing it in situ lets the chamber walk the part through a controlled temperature hold and cool-down, maximizing crystallinity and relieving residual stress without ever breaking contact. For functional PEEK components that have to survive heat, chemicals, and mechanical load, that controlled anneal is the difference between a part that looks finished and a part that performs to spec.
From PLA up to PEEK on one platform.
A high-temp machine is only as useful as the range of jobs it can run between PEEK builds. Because the PEEK-250 pairs a 480°C hot end with a 200°C chamber and platform, the same machine that proves out a PEEK production part on Monday can run ABS jigs, nylon fixtures, or PC enclosures the rest of the week — no second printer, no recalibration ritual for the easy materials.
One machine across the whole stack.
The chamber and hot-end ceiling let a single PEEK-250 cover everyday engineering polymers and the ultra-performance grades most printers cannot touch.
Engineering: PLA, ABS, ASA, PC, Nylon, PETG and PVDF. High-temp: PET-CF, PET-GF, UltraPA, UltraPA-CF/GF and PPSU. Ultra-performance: the full PEI / ULTEM line, PEEK, PEEK-CF, PEEK-GF and PEKK — 1.75mm filament through a 0.4mm nozzle (0.3–1.0mm optional).
Beyond PLA and nylon — into true high-performance polymers.

Parts that have to survive heat and chemicals.
For PEEK, PEI, PEKK, PPSU and fiber-filled materials destined for aerospace brackets, chemical-resistant fixtures, electrical insulators, sterilizable medical tooling, downhole and semiconductor fixtures, end-use housings and metal-replacement components, chamber temperature decides whether the part holds its geometry or fails. These polymers are specified precisely because they survive temperatures and chemistries that defeat PLA and nylon — but they only reach those properties when printed in a chamber that can keep them hot. The PEEK-250 is built to put that capability within reach on a desktop footprint, so a shop can move metal-replacement and high-temp work in-house instead of outsourcing every batch.
Why raising the cavity to 180°C is genuinely hard.
Every degree of chamber temperature attacks something: control boards, stepper motors, belts, wiring, insulation, the chamber structure, and a user-safe exterior all get harder to protect as the cavity climbs toward true PEEK and PEI process temperatures. A hot chamber is an engineering problem, not a marketing number.
Boards, motors and belts must be isolated and cooled before the chamber can safely go hotter.
A dedicated heater panel drives the cavity past the point a passive enclosure can reach.

The enclosure and insulation hold the heat in while protecting both the part and the machine.

With enough chamber heat the tall part finally resolves — the whole point of the PEEK-250.
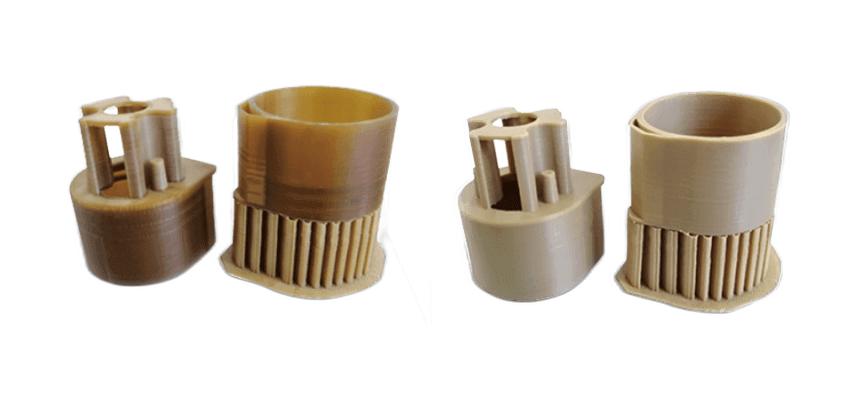
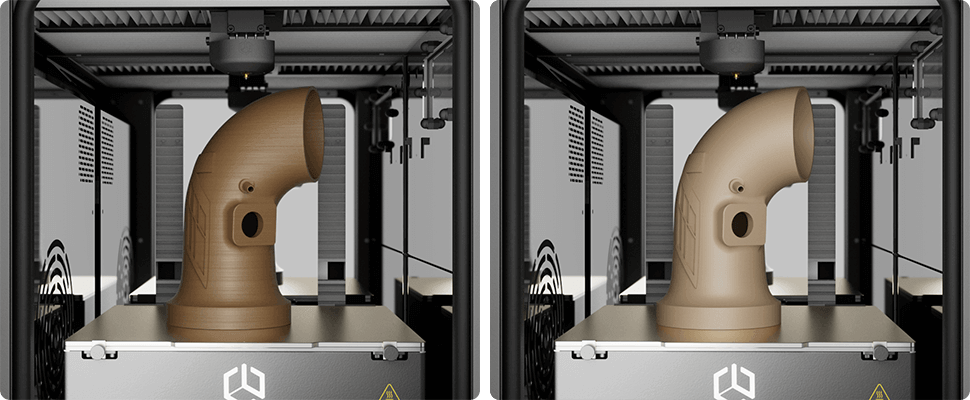
Same part, four chamber temperatures, four results.
This is the clearest way to see why chamber temperature is the whole story. The same geometry was printed at four chamber set-points, everything else held constant. Watch the warp retreat and the part resolve as the cavity climbs — it is not until a genuine 180°C that the print succeeds. A machine that tops out at 90°C cannot get here no matter how hot its nozzle runs.

The part lifts and delaminates — the real ceiling of a merely warm enclosure.

Geometry stabilizes, but thermal stress still overwhelms the part.

Warping drops sharply, yet the print still does not fully resolve.

With a true high-temp chamber the part finally prints clean. The proof point.
A workflow your engineers already know.
Native CreatWare with validated high-temp profiles, plus Cura, Simplify3D and Slic3r support. Imports STL, OBJ, AMF and G-code on Windows or macOS.
A 7-inch full-color touchscreen with USB and 2.4GHz Wi-Fi, filament-runout auto-pause, and power-loss recovery so long PEEK builds survive interruptions.
Rev1 tunes your first material profiles, validates a sample part, and trains your operators so the machine produces at full capability from day one.
How the PEEK-250 compares among high-temp printers.
| Capability | CreatBot PEEK-250 | INTAMSYS FUNMAT PRO 410 | Apium P220 | Roboze One+400 |
|---|---|---|---|---|
| Heated chamber | 200°C | 90°C | 180°C | Heated build volume |
| Nozzle temperature | 480°C | 500°C | 540°C | 500°C |
| Heated platform | 200°C | 160°C | 160°C | 160°C |
| Build volume | 250×250×300 mm | 305×305×406 mm | 205×155×150 mm | 300×300×300 mm |
| In-machine annealing | Yes | No | Adaptive heating | No |
| Approx. street price | $11,999 | ~$30,000 | ~$30,000+ | ~$25,000+ |
Comparison sourced from published manufacturer data at build time. Street prices are approximate; validate specifications against your part geometry, material and facility before purchase.
CreatBot PEEK-250 Technical Data
RESOURCES
Downloads & Technical Support
Everything you need to qualify and run your CreatBot PEEK-250 with confidence.
WHY REV1 TECH
Authorized CreatBot Reseller. Industrial AM Specialists.
Rev1 Technologies is the sole Authorized CreatBot Service Provider in the United States, headquartered in Auburn Hills, MI, with direct technical expertise in high-temperature industrial 3D printing.
Rev1 Technologies is an authorized CreatBot reseller serving manufacturers across the USA. We don’t just ship boxes — we deploy, calibrate, train, and support your team so your PEEK-250 produces at full capability from day one.
High-temperature printing questions.
Why does a 200°C chamber matter so much for PEEK?
Semi-crystalline polymers like PEEK and PEKK must cool slowly and evenly to crystallize and avoid internal stress. A 200°C chamber keeps the whole part above its glass-transition temperature during printing, which reduces warping, improves layer bonding, and enables in-machine annealing. CreatBot positions 180°C as the working point for PEEK annealing and PEI printing.
Can the PEEK-250 print carbon- and glass-fiber materials?
Yes. PEEK-CF, PEEK-GF, UltraPA-CF, UltraPA-GF, PET-CF and PET-GF are all supported. The die-cast silicon-carbide nozzle is built to resist the abrasion these reinforced filaments cause.
Does it need manual bed leveling?
No. The PCB-aluminum and PEEK build board is factory-calibrated flat (0.05mm natural, 0.1mm at a 180°C chamber), so no manual or automatic leveling is required — avoiding sensor problems in a high-temperature environment.
What is one-stop annealing?
After a print finishes, you can run a controlled annealing schedule inside the printer with the part still on the platform — instead of moving it to a separate furnace, which risks the warping the chamber just prevented.
What are the facility requirements?
The machine measures 630 × 555 × 815 mm and weighs roughly 100 kg net (125 kg crated). It runs on 200–240 V / 20 A with a maximum draw of 2500 W. Rev1 reviews ventilation and electrical readiness with you before delivery.
How fast does the chamber heat up?
CreatBot states the cavity reaches 180°C in about twenty minutes. The aviation-grade cover stays below 40°C on the outside after five hours at a 180°C chamber, so the machine is safe to run on a shop floor.
How does the PEEK-250 compare to the INTAMSYS FUNMAT PRO 410?
The FUNMAT PRO 410 reaches a 500°C nozzle but runs a 90°C chamber and typically costs well over twice as much. The PEEK-250’s 200°C sealed chamber, 200°C platform and in-machine annealing target true PEEK crystallinity at a far lower entry price. Rev1 can arrange a side-by-side review.
How does Rev1 support the purchase?
Rev1 reviews your application, confirms machine fit, plans material workflows, and quotes the system with configuration, shipping, training and support — then provides ongoing US-based service for the life of the machine.