CarbonX PETG+CF • 3DXTECH • REV1 TECH
3DXTech CarbonX™ PETG+CF CF Reinforced PETG -- 80°C Tg · 5,230 MPa Modulus · No Chamber Required
CF Reinforced PETG — 80°C Tg · 5,230 MPa Modulus · No Chamber Required
3DXTech’s CarbonX PETG+CF pairs PETG base resin with 10% chopped carbon fiber, delivering 5,230 MPa tensile modulus and 20% higher strength than standard PETG. No heated chamber required — open-source FFF compatible with hardened steel nozzle. Made in Grand Rapids, Michigan.
Select Spool Size
750g in stock. Contact Rev1 to confirm availability.

WHY CarbonX PETG+CF
CF Stiffness. 80°C Tg. No Chamber Required.
CarbonX™ PETG+CF is 3DXTech’s 10% carbon fiber reinforced PETG — delivering 5,230 MPa tensile modulus and 2.5× the stiffness of unfilled PETG in a material that prints on any open FFF platform. No heated enclosure needed. Hardened steel nozzle ≥0.4mm required. Black color. Made in Grand Rapids, Michigan.
5,230 MPa Tensile Modulus
10% chopped carbon fiber reinforcement raises tensile modulus to 5,230 MPa — 2.5× the stiffness of unfilled PETG at ~2,100 MPa. Carbon fiber alignment during FFF extrusion maximizes in-layer stiffness for structural brackets, drone frames, and functional prototypes.
80°C Tg / 77°C HDT
Improved heat resistance vs. standard PETG (~75°C Tg / ~68°C HDT). The 80°C glass transition and 77°C HDT extend the use envelope for elevated-temperature structural parts, fixtures, and enclosures above standard PETG.
No Chamber Required
Print on any open FFF platform — Bambu, Creality, Prusa, and similar. No heated enclosure needed, unlike CarbonX PC+CF (recommended) or PEEK+CF. Hardened steel nozzle ≥0.4mm required; standard hot ends reaching 260°C are sufficient.
Made in Michigan
3DXTech manufactures CarbonX PETG+CF in Grand Rapids, MI with in-house quality control and lot traceability throughout filament fabrication. Consistent CF loading across lots for repeatable mechanical properties.
PRINTING WITH CarbonX PETG+CF
Structural Stiffness Without the Processing Overhead
CarbonX PETG+CF delivers CF-grade stiffness without the 280–310°C print temps or heated chamber required by PC+CF — accessible high-performance on any open FFF platform. Dry at 65°C for 4 hours before printing. Hardened steel nozzle ≥0.4mm mandatory.
- Extruder Temp 230–260°C — standard hot end range; all-metal hot end not required for most platforms reaching 260°C
- Bed Temp 70–90°C — PEI or glass build surface; standard PETG adhesion protocols apply
- Enclosure Not required — open FFF compatible; enclosure optional for improved surface quality on larger parts
- Nozzle Hardened steel ≥0.4mm MANDATORY — carbon fiber is abrasive and will wear brass nozzles rapidly
- Layer Height 0.25mm or higher recommended for consistent CF fiber distribution and layer adhesion
- Drying 65°C / 4 hours before printing — PETG absorbs moisture; dry before every session for best results
THERMAL DATA
80°C Tg — Elevated Heat Resistance on Open FFF Platforms
Four thermal milestones defining CarbonX™ PETG+CF’s operating envelope — verified against 3DXTech CarbonX PETG+CF TDS.
Glass transition temperature of the PETG+CF matrix. Improved vs. standard PETG (~75°C), enabling use in slightly elevated-temperature environments where unfilled PETG would soften. Parts maintain structural integrity below Tg.
Heat deflection temperature under load. Suitable for applications up to ~70°C continuous service with moderate load. Outperforms standard PETG HDT (~68°C). Not suitable for high-temperature industrial process environments.
Standard hot end range — open FFF compatible. No all-metal hot end required for most platforms. Lower processing requirement vs. PC+CF (280–310°C) or PEEK+CF (340–380°C). Accessible on Bambu, Prusa, Creality, and similar.
Required before every print session. PETG absorbs moisture; wet filament causes rough surface texture, reduced layer adhesion, and occasional popping during extrusion. 65°C for 4 hours eliminates moisture contamination.
APPLICATIONS
Drone Frames. Functional Fixtures. Structural Prototypes.
CarbonX™ PETG+CF combines PETG’s chemical resistance with carbon fiber stiffness — enabling lightweight structural parts on any open FFF printer. 5,230 MPa tensile modulus and 80°C Tg handle structural prototyping and functional applications where standard PETG lacks the stiffness margin.
Drone Frames & UAV Components
Lightweight structural members where mass matters. CF stiffness reduces flex in drone arms and frames at 1.34 g/cc density. No chamber required enables printing on standard open platforms used in UAV prototyping workflows.
Functional Fixtures & Tooling
CF stiffness combined with PETG chemical resistance for manufacturing fixtures, jigs, and tooling. 5,230 MPa modulus provides rigidity for dimensional inspection fixtures and production tooling inserts.
Structural Prototypes
End-use equivalent parts for industrial evaluation. PETG+CF bridges the gap between standard PETG prototypes and full CF-PC or CF-PEEK parts — 2.5× stiffer than unfilled PETG at a fraction of the processing complexity.
Hardened steel nozzle ≥0.4mm mandatory. Carbon fiber is abrasive — brass nozzles wear rapidly with CF filaments. Consult 3DXTech CarbonX PETG+CF TDS for complete mechanical data and test methodology.
SPECIFICATIONS
CarbonX™ PETG+CF — Full Technical Data
Source: 3DXTech CarbonX PETG+CF TDS. ISO-standard test specimens. 1.75mm black filament.
Material Properties
| Polymer | PETG + 10% Chopped Carbon Fiber |
| Diameter | 1.75mm / 2.85mm |
| Color | Black |
| Glass Transition (Tg) | 80°C (DSC) |
| HDT (0.45 MPa, ISO 75) | 77°C |
| Density | 1.34 g/cc (ISO 1183) |
| CF Loading | 10% chopped carbon fiber |
| Tensile Strength | 56 MPa (ISO 527) |
| Tensile Modulus | 5,230 MPa (ISO 527) |
| Tensile Elongation | 3% (ISO 527) |
| Flexural Strength | 80 MPa (ISO 178) |
| Flexural Modulus | 5,740 MPa (ISO 178) |
| Surface Resistance | >10⁹ Ω/sq (standard CF -- non-ESD) |
Print Parameters
| Extruder Temp | 230–260°C |
| Bed Temp | 70–90°C |
| Enclosure | Not required (open FFF compatible) |
| Drying Protocol | 65°C / 4 hours |
| Nozzle | Hardened steel ≥0.4mm |
| Layer Height | 0.25mm or higher |
Availability
| 500g | Not available |
| 750g / 1.75mm | $50 (in stock) |
| 2kg / 1.75mm | Contact (MOQ-10) |
| 2.85mm | Available — contact for pricing |
| Origin | Grand Rapids, MI, USA |
SPOOL SELECTION
750g In Stock. Black. 1.75mm.
CarbonX™ PETG+CF is available in 750g Black (1.75mm) at $50 from stock. 2kg spools available by special order (MOQ-10). 2.85mm diameter available — contact for pricing.
- 1.75mm diameter — Black
- CF reinforcement — 10% chopped fiber
- Ships from stock
- 1.75mm diameter — Black
- MOQ-10 spools per brand policy
- Contact Rev1 for lead time
PRODUCT IMAGES
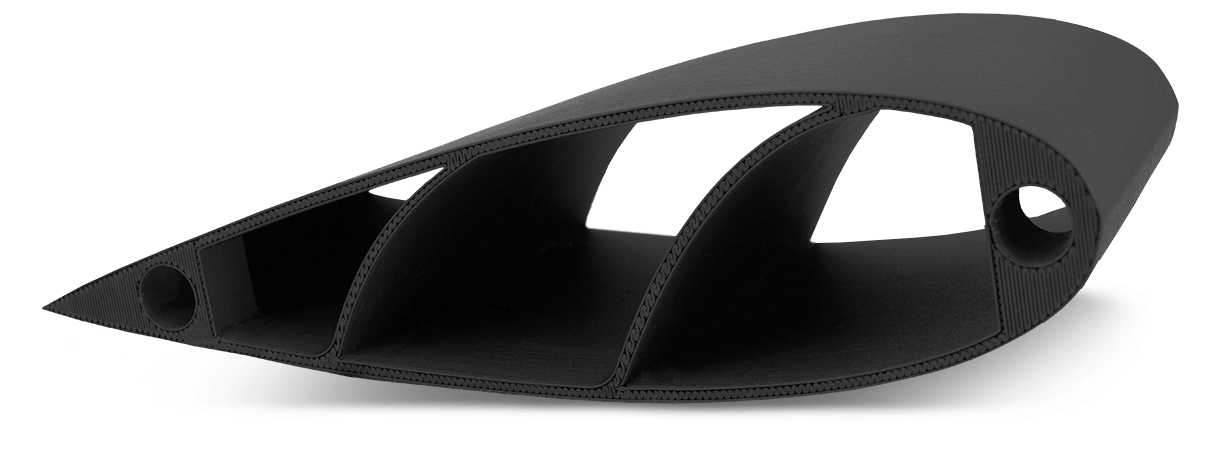
CarbonX™ PETG+CF — Spool & Detail Views
750g Black spool, 1.75mm. CF reinforcement produces consistent black color throughout the filament. Hardened steel nozzle required.
WHERE IT WORKS
Where CF-Reinforced PETG Outperforms Standard Alternatives
When you need structural stiffness beyond unfilled PETG but without the 280–310°C processing overhead of PC+CF — CarbonX PETG+CF delivers 5,230 MPa modulus at 230–260°C with no chamber required.
Drone Frames & UAV Structural Members
Lightweight CF-reinforced frames and arm structures. 5,230 MPa modulus at 1.34 g/cc density delivers stiffness-to-weight performance. No enclosure needed enables printing on standard desktop FFF platforms common in UAV prototyping labs.
Consumer Electronics Enclosures
Structural enclosures and housings requiring CF stiffness with PETG’s surface quality and chemical resistance. 80°C Tg handles internal heat from electronics components. Black opaque appearance suitable for consumer product prototypes.
Aerospace Prototypes (Open FFF)
Aerospace structural prototypes where open-source FFF platforms are preferred. CF+PETG bridges the gap between commodity PETG prototyping and full industrial CF-CF workflows — acceptable mechanical properties without platform lock-in.
Functional Fixtures & Jigs
Manufacturing fixtures, inspection jigs, and production tooling. CF stiffness reduces fixture flex for dimensional inspection. PETG chemical resistance handles cutting fluids, oils, and cleaning solvents common in manufacturing environments.
Lightweight End-Use Brackets
Structural brackets and mounts where standard PETG lacks stiffness and PC+CF processing overhead isn’t justified. 5,230 MPa modulus provides the rigidity for lightly loaded structural mounting applications at $50/750g.
Rapid Structural Prototyping
Short-run structural prototypes requiring CF mechanical performance at PETG processing conditions. Faster iteration cycles vs. PC+CF or PEEK+CF thanks to lower print temp and no chamber requirement. Print and evaluate same-day.
MATERIAL CARE
Dry Before Printing. Store Sealed. Print With Confidence.
CarbonX™ PETG+CF requires drying at 65°C for 4 hours before printing. PETG absorbs ambient moisture. Follow this protocol to maintain print quality and mechanical properties session-to-session.
Dry Before Every Session
65°C for 4 hours minimum. Even a sealed spool benefits from a fresh drying cycle. Wet PETG+CF shows rough surface texture, reduced layer adhesion, and occasional popping during extrusion.
Print From the Dryer
For best results, print directly from a heated dry-box or filament dryer. Ambient humidity will gradually re-absorb into the filament during extended print runs in humid environments.
Store Sealed With Desiccant
Return unused filament to an airtight bag or container with fresh desiccant immediately after printing. Long-term storage in original sealed packaging with desiccant is acceptable.
Recognize Wet Filament Symptoms
Popping or crackling during extrusion, rough surface texture, reduced layer adhesion, and inconsistent extrusion width are signs of moisture contamination. Re-dry at 65°C for 4 hours and restart the print.
HOW IT COMPARES
CarbonX™ PETG+CF vs. Commonly Evaluated Alternatives
Buyers evaluating CarbonX PETG+CF typically compare against standard PETG for a baseline, CarbonX PC+CF for a higher-performance CF option, and generic CF PETG alternatives. PETG+CF uniquely combines CF stiffness, low price, and no chamber requirement.
3DXTech / Rev1 Tech
Generic / Various
3DXTech
Various
MATERIAL PERFORMANCE PROFILE
CarbonX™ PETG+CF — Relative Property Scale
Nine-bar relative scale. Reference maximum: ThermaX PEEK at ~11,000 MPa tensile modulus = 100 bars. Values per ISO 527 / ISO 178 / ISO 75 / ISO 1183 on 3DXTech CarbonX PETG+CF TDS.
ISO 9001:2015 Certified
Production under a certified quality management system. Lot traceability and process controls throughout filament fabrication at 3DXTech’s Grand Rapids facility.
Made in Grand Rapids, MI
Filament extruded and wound in-house at 3DXTech’s Michigan facility. Direct factory quality control — not overseas commodity production.
Technical Data Sheet Available
Full processing parameters, mechanical properties, and test methodology published in the CarbonX PETG+CF TDS. Available via 3DXTech. Contact Rev1 for pre-sales technical support.
RESOURCES
Downloads & Technical Support
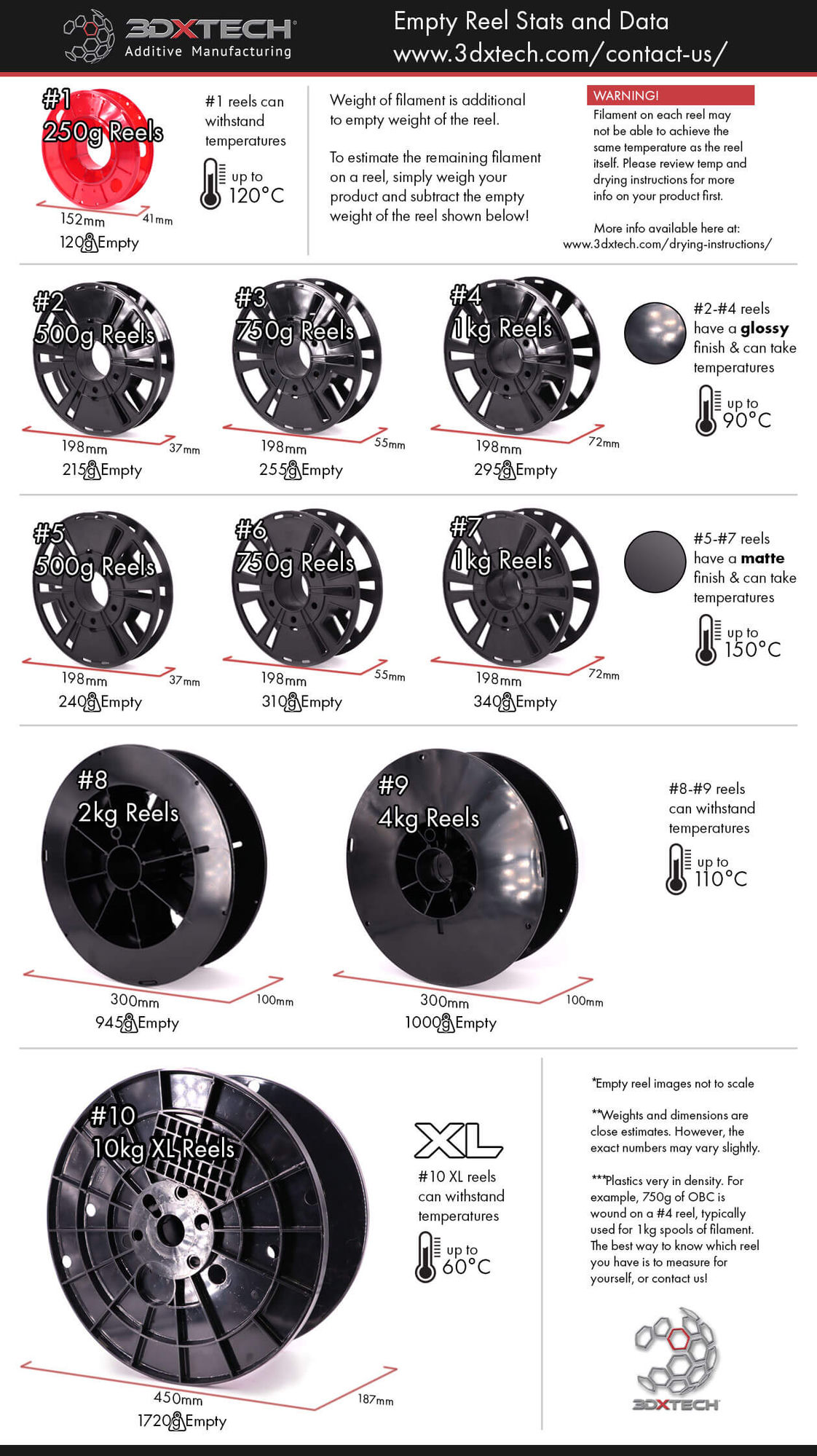
Everything you need to qualify and print CarbonX™ PETG+CF with confidence. Processing parameters, reel dimensions, and technical support from Rev1.
WHY REV1 TECH
Authorized 3DXTech Reseller. Industrial AM Specialists.
Rev1 Technologies is an authorized 3DXTech reseller headquartered in Auburn Hills, MI, with direct technical expertise in high-performance FFF materials and the printers that run them. CarbonX PETG+CF prints at 230–260°C — compatible with Bambu, Creality, Prusa, and any open FFF platform with a hardened steel nozzle.
Authorized Reseller
Every spool ships direct from the authorized channel. MAP pricing guaranteed. Single-channel license compliance — not a grey-market distributor.
Open Platform Expertise
No enclosure required means PETG+CF runs on Bambu, Creality, Prusa, and virtually any modern FFF printer with a hardened steel nozzle upgrade. Our team has run these platforms and can guide printer selection and profile setup.
Pre-Sales Technical Support
Questions about print settings, printer selection, or qualifying PETG+CF for your application? Contact Rev1 before you order — that conversation is free.
FREQUENTLY ASKED
CarbonX™ PETG+CF — Buyer & Engineer Questions Answered
What is CarbonX™ PETG+CF?
CarbonX™ PETG+CF is 3DXTech’s 10% carbon fiber reinforced PETG filament. Available in Black (1.75mm, 750g at $50), it delivers 5,230 MPa tensile modulus and 56 MPa tensile strength — 2.5× stiffer than standard PETG. No heated chamber required. Hardened steel nozzle ≥0.4mm mandatory. Made in Grand Rapids, Michigan.
What mechanical properties does CarbonX PETG+CF deliver?
CarbonX PETG+CF delivers 56 MPa tensile strength, 5,230 MPa tensile modulus, 80 MPa flexural strength, and 5,740 MPa flexural modulus at 3% elongation. Glass transition (Tg) is 80°C and HDT is 77°C at 0.45 MPa. Density is 1.34 g/cc. All values per ISO 527 / ISO 178 on 1.75mm black filament.
Does CarbonX PETG+CF require a heated chamber?
No — this is the key differentiator from CarbonX PC+CF. PETG+CF prints on any open FFF platform with no heated enclosure required. Bambu, Creality, Prusa, and similar consumer/prosumer platforms are fully compatible. This makes PETG+CF accessible to a much wider range of users than PC+CF or PEEK+CF.
What nozzle do I need for CarbonX PETG+CF?
Hardened steel nozzle ≥0.4mm is mandatory. Carbon fiber is abrasive and will rapidly wear brass nozzles — typically within the first few hundred grams of filament. Ruby nozzles or other wear-resistant alternatives are also acceptable. Standard brass nozzles are not compatible.
What are the print settings for CarbonX PETG+CF?
Extruder: 230–260°C. Bed: 70–90°C. Enclosure: not required. Nozzle: hardened steel ≥0.4mm. Layer height: 0.25mm or higher. Drying: 65°C for 4 hours before every print session. Standard FFF profile for PETG applies as a starting point; increase extrusion multiplier slightly if under-extrusion occurs.
How is CarbonX PETG+CF different from standard PETG?
CarbonX PETG+CF has 2.5× the tensile modulus of unfilled PETG (5,230 MPa vs. ~2,100 MPa) and 20% higher tensile strength (56 MPa vs. ~45 MPa). Glass transition improves from ~75°C to 80°C. Trade-off: elongation drops from ~200% to 3% — CF grades are stiffer but less ductile than unfilled PETG. Color is permanently black.
How does CarbonX PETG+CF compare to CarbonX PC+CF?
PETG+CF is lower temperature (230–260°C vs. 280–310°C), requires no heated chamber (vs. recommended for PC+CF), and costs less ($50 vs. $88 per 750g). PC+CF delivers higher Tg (143°C vs. 80°C) and higher tensile modulus (6,200 MPa vs. 5,230 MPa). Choose PETG+CF for accessibility and cost; choose PC+CF when higher thermal performance is required.
Where is CarbonX PETG+CF made?
CarbonX™ PETG+CF is manufactured in-house by 3DXTech in Grand Rapids, Michigan, USA under ISO 9001:2015 certification. Filament is extruded and wound at the 3DXTech facility with full lot traceability throughout production. Rev1 Technologies is an authorized 3DXTech reseller based in Auburn Hills, MI.